
Страницу Назад
Поискать другие аналоги этой работы
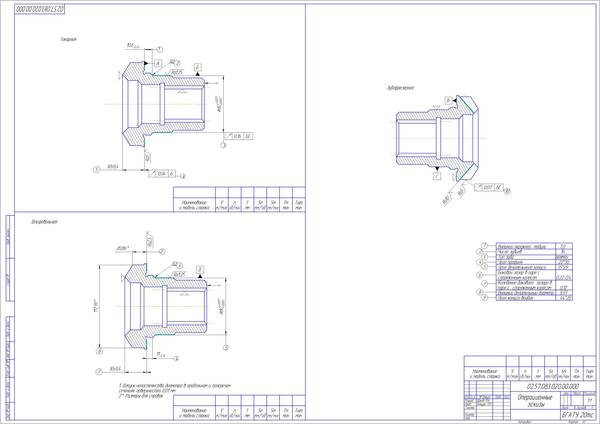
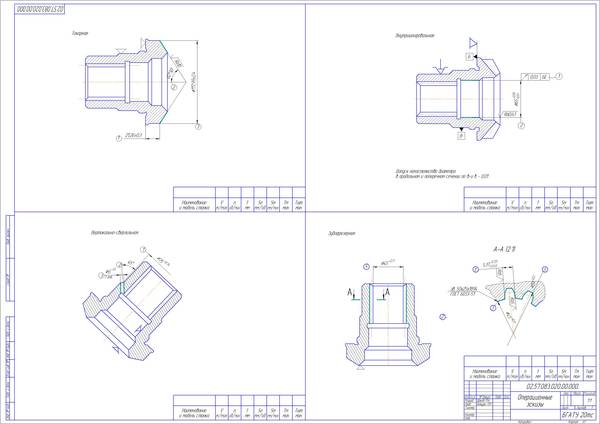
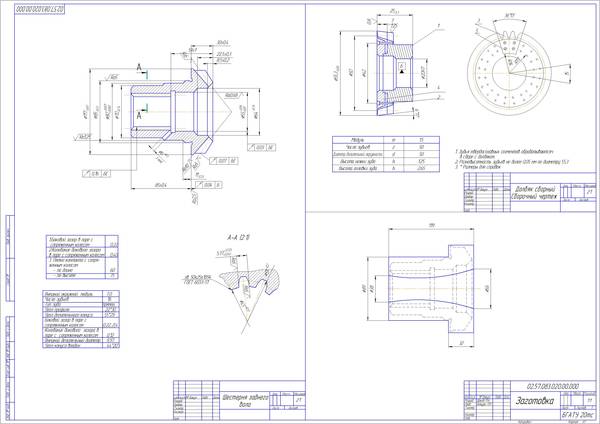
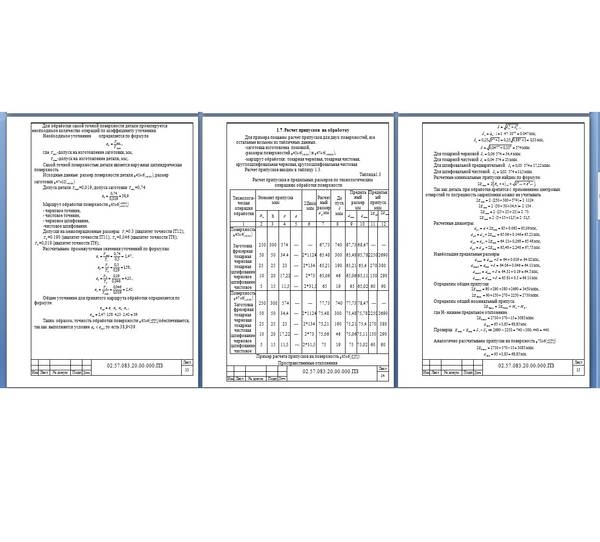
Технологический процесс изготовления шестерни заднего вала автомобиля МАЗ (курсовой проект)ID: 153644Дата закачки: 27 Апреля 2015 Продавец: kurs9 (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Работа Курсовая Форматы файлов: КОМПАС, Microsoft Office Сдано в учебном заведении: БГАТУ Описание: СОДЕРЖАНИЕ Введение Технологический раздел. Назначение и конструкция детали. Анализ технологичности конструкции Определение типа производства Выбор заготовки Выбор технологических баз и оценка технологичности конструкции Проектирование маршрута технологического процесса Расчет припусков на обработку Расчет режимов резания Расчет норм времени Расчет точности операций Конструкторский раздел 2.1Расчет и проектирование станочного приспособления 2.1.1проектирование станочного приспособления 2.1.2Описание устройства и работы приспособления 2.1.3Расчет производительности приспособления 2.2 Расчет сил резания, усилия зажима детали в приспособлении 2.3 Расчет приспособления на точность 3. Экономическое обоснование принятого варианта технологического процесса Заключение Литература Приложение 1. Комплект документов на технологический процесс обработки Приложение 2. Приспособление 1. Технологический раздел 1.1. Назначение и конструкция детали Данная деталь относиться к классу шестерни. Предназначена для передачи крутящего момента. Допуски на размер и форму ответственных частей детали находятся в жестких пределах. Часть шестерни подвергается термической обработке, а именно закалке. Материал детали – Сталь 20 ХН3А ГОСТ4543-71. Хромистая сталь. Применяется для изготовления средненагруженных деталей, как правило, небольших размеров. Характеристики стали, приведены в таблице 1.1. 1.2. Анализ технологичности конструкции детали Анализ технологичности один из самых важных этапов технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Проверяем технологичность данной детали см.(1 стр.11) - максимально приблизить форму и размеры заготовки к размерам и форме детали возможно; - вести обработку проходными резцами возможно; -жесткость шестерни обеспечивает достижение необходимой точности при обработке ( ). Таким образом, качественная оценка технологичности конструкции детали – допустима. Количественная оценка технологичности детали осуществляется при использовании соответствующих базовых показателей технологичности. 1.3 Определение типа производства. Тип производства характеризуется коэффициентом закрепления операций, который показывает число различных операций, закрепленных в среднем по цеху за каждым рабочим местом в течение месяца. В качестве примера из технологического процесса рассчитаем только токарную операцию. Исходные данные: N=20000 деталей; , мин. Таблица 1.1 Расчет коэффициента закрепления операций Операция мин P О 005 Токарная 0,959 0,147 1 0,147 5,44 010Внутришлифовальная 2,912 1,16 2 0,58 1,38 015 Вертикально- сверлильная 3,152 1,3 2 0,65 1,23 020 Зубофрезерная 0,85 1 1 1 0,8 025 Токаркая 0,858 0,07 1 0,07 11,4 030 Зубофрезерная 2,875 1,67 2 0,56 1,83 035 Шлифовальная 2,912 1,16 2 0,58 1,38 040 Контрольная Коэффициент закрепления операций рассчитывается по формуле, . . Следовательно, производство ведущей шестерни будет крупносерийным. Для серийного производства рассчитываем размер партии деталей по формуле , 1.5. Выбор технологических баз и оценка точности базирования Схема базирования и закрепления, технологические базы, опорные и зажимные элементы, устройства и приспособления должны обеспечивать определенное положение заготовки относительно режущего инструмента, надежность закрепления и неизменность базирования в течение всего процесса обработки при данной установке. Поверхности заготовки, принятые в качестве баз, и их относительное расположение должны быть такими, чтобы можно было использовать наиболее простую и надежную конструкцию приспособления, удобства установки, закрепления, открепления и снятия заготовки, возможность приложения в нужных местах сил зажима и подвода режущего инструмента. При выборе баз следует учитывать основные принципы базирования. В общем случае, полный цикл обработки детали от черновой операции до отделочной происходит при последовательной смене комплектов баз. Однако с целью уменьшения погрешностей и увеличения производительности обработки деталей следует стремиться к уменьшению перестановок заготовки при обработке. 1.6 Проектирование маршрутного технологического процесса Таблица 1.2 Маршрутный технологический процесс изготовления вала №опе-рации Наименование и краткое содержание операции Модель станка, приспособление Режущий инструмент, размер, марка инстр. матер. Технологи-ческие базы 1 2 3 4 5 005 Токарная 16М30Ф314 1. Резец проходной. 2101-5015 Поверхности заготовки 010 Шлифовальная 3115(ЛТ-144) 1. Круг шлифовальный ПП600-75-30524А40СМ1К 1кл.А. Поверхности заготовки 015 Сверлильная АМ-7242 1.Сверло О17 2301-0057 Поверхности заготовки 020 Зубофрезерная 5Б312 1.Фрезы червячные 2511-5074 2.Центроискат.Э4043 Поверхности заготовки 025 Токарная 16М30Ф314 1. Резец проходной. 2101-5015 Поверхности заготовки 030 Зубофрезерная 5Б312 1.Фрезы червячные 2511-5074 2.Центроискат.Э4043 Поверхности заготовки 035 Шлифовальная 3115(ЛТ-144) 1. Круг шлифовальный ПП600-75-30524А40СМ1К 1кл.А. Поверхности заготовки 040 Контрольная Стол контролера. Измерительный инструмент --- 02.57.083.20.00.000.ПЗ Лист 12 Изм Лист № докум Подп Дата Для обработки самой точной поверхности детали проектируется необходимое количество операций по коэффициенту уточнения. Необходимое уточнение определяется по формуле , где -допуск на изготовление заготовки, мм, -допуск на изготовление детали, мм;. Самой точной поверхностью детали является наружная цилиндрическая поверхность. Исходные данные: размер поверхности детали ‡ , размер заготовки ‡ . Допуск детали =0,019, допуск заготовки =0,74. . Маршрут обработки поверхности ‡ - черновое точение, - чистовое точение, - черновое шлифование, -чистовое шлифование. Допуски на межоперационные размеры: =0.3 (квалитет точности IT12); =0.190 (квалитет точности IT11); =0,046 (квалитет точности IT8); =0,019 (квалитет точности IT6); Рассчитываем промежуточные значения уточнений по формулам , , , . Общее уточнение для принятого маршрута обработки определяется по формуле , . Таким образом, точность обработки поверхности ‡ обеспечивается, так как выполняется условие , то есть 38,9<39. Размер файла: 816 Кбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Технология машиностроения / Технологический процесс изготовления шестерни заднего вала автомобиля МАЗ (курсовой проект)
Вход в аккаунт: