
Страницу Назад
Поискать другие аналоги этой работы
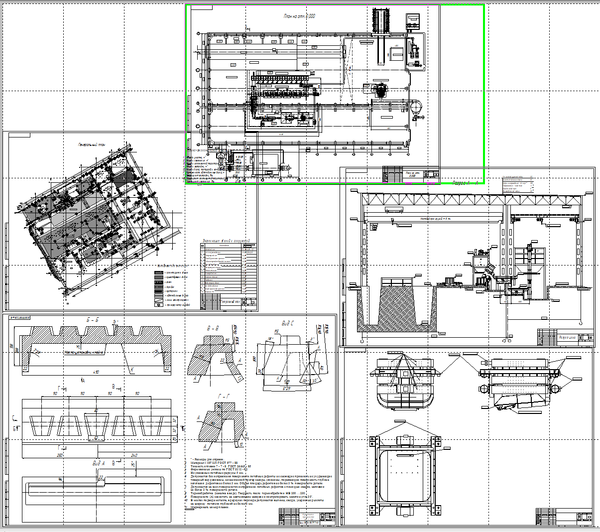
Проектирование и расчет цеха литье по газифицируемым моделямID: 154397Дата закачки: 15 Мая 2015 Продавец: elementpio (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС Описание: Исходные данные: деталь Бронеплита приклиновая ЦМ - 166~45кг. Технологическая часть. Конструкторская часть. Организация и планирование производства. Планирование цеха. Экономическая часть. Охрана труда. Специальная часть. Гражданская защита. Приложение А Современные тенденции конструирования опочной оснастки для ЛГМ. Комментарии: В условиях мелкосерийного производства модели из пенополи-стирола изготавливаются автоклавным способом. При этом ручная пресс-форма заполняется гранулами пенополистирола с помощью специального задувного устройства и затем помещается в автоклав. После тепловой обработки пресс-форма извлекается из автоклава, охлаждается в водяной ванне, разбирается, и модель извлекается. Затем цикл повторяется. Для изготовления моделей могут использо¬ваться медицинские автоклавы моделей ГПД-400, ГПД-600 и др. На рис. 7.9 представлено задувное устройство, которое состоит из корпуса 1 и рукоятки 2. Воздух от цеховой сети подается через штуцер 9 в камеру смешивания, куда поступает пенополистирол в гранулах через штуцер 6. В корпусе расположено сопло 11, положение которого относительно рабочего сопла 7 регулируется резьбовым соединением. Корпус 1 соединен с рукояткой 2 гайкой 4. Рабочее сопло 7 регулируется относительно сопла 11 и фиксируется гайкой 3. Герметизация камеры смешивания достигается резиновыми прокладками 17 и 18. В рукоятке расположен клапан, со¬стоящий из пружины 14, осей б и 13, втулки 5, курка 10, соединен¬ного с пружиной осью 15. Прокладки 13, 12 я пробка 16 гермети¬зируют клапан подачи воздуха в камеру смешивания. Задувное устройство работает следующим образом. При нажатии курка 10 ось 6 перемещается в сторону пружины, сжимает ее, и воздух через штуцер 9 по каналам в рукоятке 2 поступает в камеру смешивания и далее в канал рабочего сопла 7. В камере смешивания образуется разрежение, в результате которого по каналу штуцера 8 поступают гранулы пенополистирола, которые увлекаются воздушным пото¬ком в рабочее сопло 7 и далее через отверстие в пресс-форме в ее полость. Штуцер 8 соединен с бункером пенополистирола про¬зрачным полиэтиленовым шлангом, что позволяет визуально на¬блюдать за ходом заполнения пресс-формы гранулами пенополи¬стирола. Для прекращения работы задувного устройства отпуска¬ется курок, который под действием пружины возвращается в ис¬ходное положение, перекрывая канал поступления воздуха. Размер файла: 4,1 Мбайт Фаил:
Скачано: 3 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Организация и планирование производства / Проектирование и расчет цеха литье по газифицируемым моделям
Вход в аккаунт: