
Страницу Назад
Поискать другие аналоги этой работы
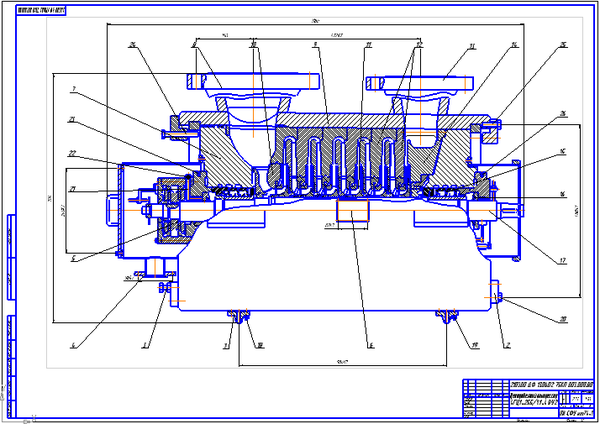
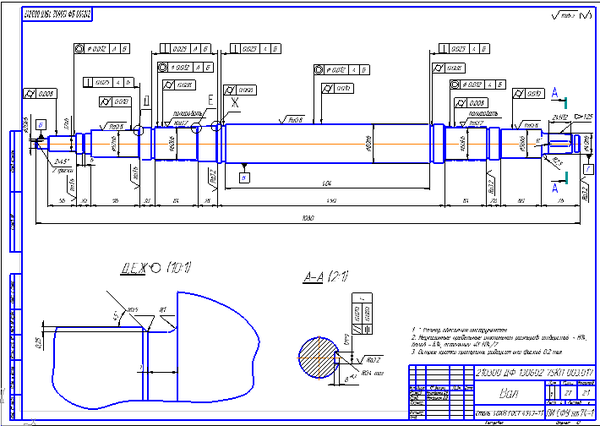
Модернизация центробежного компрессора-Курсовая работаID: 165904Дата закачки: 26 Апреля 2016 Продавец: https://vk.com/aleksey.nakonechnyy27 (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Работа Курсовая Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: Провести патентно-информационный поиск центробежных компрессоров. Изучить их устройство и принцип действия. Выбрать наиболее перспективный образец, изобразить его на виде общем, схеме, выполнить его деталировку. Рассчитать надежность, технологичность, а пневматические параметры. Исходные данные: Средний ресурс капитального ремонта: 34560ч. Средняя наработка на отказ Т = 6840ч. Вероятность безотказной работы P(t) = 90% Трудоемкость изделия аналога Т = 2,5 нормачаса. Коэффициент различия размеров сопоставляемых валов К = 1,046. Масса материала, использованного в изготовлении аналога М = 32,185 кг. Объем проектируемого изделия V = 0,0034 м . Объем изделия аналога V = 0,0041 м . Комментарии: ЗАО "НИИтурбокомпрессор имени В.Б. Шнепа" и ОАО "Казанькомпрессормаш" имеют полувековой опыт создания центробежных компрессоров. В процессе их эксплуатации возникает необходимость изменения газодинамических характеристик, связанных с модернизацией технологии, а также внедрения новых технических решений, таких как установка сухих газодинамических уплотнений; замена подшипников вплоть до установки магнитных подшипников и создания безмасляных центробежных компрессоров.Центробежный метановый компрессор 4ГЦ1-255/1,1-4,8 У2 разработан и введен в эксплуатацию в АО «Нижне-камскнефтехим» взамен импортного Е-GВ-301. Компрессор предназначен для сбора и сжатия метана и подачи его в топливную сеть. Разработка нового компрессора проведена с целью продления срока службы компрессорной установки и повышения ее надежности. При этом были сохранены существующий привод - паровая турбина; системы газовой, паровой, водяной, смазочной коммуникаций; корпус компрессора; заменены ротор компрессора; конструкция подшипников, их крепление к корпусу; масляные уплотнения (заменены сухими щелевыми). Кроме того, были введены системы контроля вибрации и осевого сдвига ротора, температуры масла, сливаемого из подшипников, температуры колодок подшипника, а также доработана система КИП и А. Компрессор успешно эксплуатируется с 1997 г. Достигнут средний ресурс капитального ремонта 34560 ч, средняя наработка на отказ составляет 6840 ч. На заводе ДБ и УВС АО "Нижнекамскнефтехим" в производстве ДБО (дивинил, бутадиен) эксплуатируется турбовакуумкомпрессор С - 201 фирмы "Элиот". Согласно технической документации турбовакуумкомпрессор С - 201 предназначен для поддержания вакуума в реакторах R 101 - 108, сжатия контактного газа и подачи его к узлу выделения углеводородов. Техническая характеристика компрессора: Турбоковакуумкомпрессор состоит из четырех секций, расположенных в пяти корпусах, межсекционного и сепарационного оборудования, арматуры трубопроводов, систем обеспечения маслом, подачи буферного газа, отвода утечек конденсата и др. Необходимость модернизации турбовакуумкомпрессор С - 201 возникла при переводе производства ДБО на получение изопрена методом одностадийного дегидрирования изопентана. Турбовакуумкомпрессор при этом должен был работать на более тяжёлом газе с новыми параметрами. Молекулярный вес компримируемого газа изменялся с 37.5 на 45.9 кг/моль. При высокой степени сжатия (j = 105) это имеет большое значение. С целью определения параметров компрессорной установки при новых условиях эксплуатации и выбора оптимального варианта модернизации проверяли несколько схемных решений, которые просчитывались с помощью вычислительной программы, разработанной в ЗАО "НИИтурбокомпрессор имени В.Б.Шнепа", которая учитывает реальность свойств газа, систему концевых уплотнений и позволяет рассчитать любую конструктивную комбинацию ступеней в данном компрессоре. На основе имеющихся в технической документации характеристик секций были сбалансированы и получены безразмерные характеристики первой и второй ступени и ступени третьей и четвертой секции. Проверку правильности расчета производили, сравнивая результаты с паспортными данными при старых условиях работы. Сравнительный анализ рассчитанных характеристик турбовакуумкомпрессора С - 201 при новых условиях работы в нескольких схемных решениях позволил выбрать оптимальный вариант модернизации. Техническая характеристика компрессора: Наиболее приемлемой оказалась схема, предусматривающая исключение последней ступени в четвертой секции турбовакуумкомпрессора. При частоте вращения роторов 2298 и 4293 об/мин турбовакуумкомпрессор С - 201, сжимая газ нового состава, обеспечивал требуемое давление нагнетания 0.7 МПа Мпа и производительность при условиях всасывания 11355 м /мин (83 т/ч). Давление всасывания равно 7 кПа, потребляемая расчетная мощность при этом составила 7400 кВт. Для анализа работы упорного подшипника корпуса С -201F ,были рассчитаны осевые усилия, действующие на ротор во всем диапазоне изменения производительности при одинарных и удвоенных зазорах в лабиринтных уплотнениях ротора для старых условий эксплуатации (со всеми колесами) и новых условий (без последней ступени). Результаты расчетов показали, что при модернизации осевое усилие уменьшается, а вероятность работы с переменной по направлению нагрузкой мала, что является основой стабильной работы упорных подшипников скольжения. В 1999-2000 годах была осуществлена модернизация центробежного компрессора водородосодержащего газа фирмы "Nuovo Pignone" в установке гидроочистки дизельных топлив на Новоуфимском нефтеперерабатывающем заводе. Основная задача модернизации - более глубокая очистка дизельного топлива и улучшения качества вырабатываемого продукта - решена за счет использования нового корпуса сжатия, способного работать при концентрации водорода в газе до 100%. Новый компрессор установлен на существующий фундамент без доработок газовой коммуникации, системы смазки и системы уплотнений. Сохранен существующий привод (электродвигатель и мультипликатор) с частотой вращения приводного вала 13400 об/мин. Увеличено до двух лет (взамен одного) время непрерывной работы до планового ремонта. На 25% повышена производительность установки. Модернизация компрессора ЦК-100/6.5 на новые условия эксплуатации проводилась в 2001-2002 годах для ОАО "Московский коксогазовый завод". Цель модернизации - снижение потребления электроэнергии за счет уменьшения в 2 раза производительности компрессора. Сжимаемый газ -азот. После модернизации компрессор имел следующие показатели: Техническая характеристика компрессора: Эти показатели обеспечиваются благодаря применению новых роторов в двух корпусах сжатия компрессора ЦК - 100/6,5. Весь комплекс работ по модернизации компрессора включал обследование на месте эксплуатации (с замером рабочих параметров), идентификацию математической модели, оптимизацию проточной части только за счет новых рабочих колес (т.к. статорная часть оставалась без изменений), проектирование роторов. Предполагаемая экономия электроэнергии в год составит - 2 млн. кВтч. Одним из важнейших направлений модернизации компрессорного оборудования для ОАО "Газпром" является работа по применению сменных проточных частей (СПЧ) для нагнетания природного газа.. Использование СПЧ позволяет существенно снизить затраты на реконструкцию газоперекачивающих агрегатов (ГПА), так как СПЧ монтируют в существующий штатный корпус нагнетатели, обеспечивая при этом новые заданные параметры ГПА на компрессорных станциях. Типовые конструкции представлены на рисунках 11 и 12. Рисунок 11 - Сменные проточные части нагнетателя ГПА-6.3, длинный корпус СПЧ-8/21-2,2. Рисунок 12 - Сменные проточные части нагнетателя ГПА-6.3, короткий корпус СПЧ-8/51-1,45. По заказу нефтяной компании для сжатия попутного нефтяного газа и транспортирования его на газоперерабатывающий завод в ЗАО «НИИтур-бокомпрессор им.В.Б.Шнеппа» в 2003 г. был спроектирован, а в 2004 г. изготовлен и испытан в ОАО «Казанькомпрессормаш» в количестве трех экземпляров центробежный компрессор 5ГЦ2-300/4,5-64, основанный на современных передовых технологиях.Компрессоры оснащены системой магнитного подвеса фирмы S2М (Франция) и «сухими» газодинамическими уплотнениями фирмы «John Crane» (Англия). Выполнена задача компоновки в одном корпусе с одним промохлаждением. Для условий компрессорной станции это: 1. Уменьшение габаритов компрессорного агрегата. 2. Снижение веса 3. Полное отсутствие масла (исключительно загрязнение компримируемого газа). 4. Повышение эффективности компрессора из-за снижения потерь на трение в подшипниках. 5. Повышение эксплуатационной надежности компрессорного оборудования. 6. Экологическая чистота. Параметры компрессора: 1. Производительность - 300 м /мин (по условиям на входе). 2. Давление на входе - 0.45 МПа. 3. Температура газа на входе 30 - 35 С. 4. Давление на выходе - 6.3 МПа. 5. Потребляемая мощность - не более 12мВт. 6. Рабочая частота вращения ротора - от 6000 до 9600 об/мин.Особое место в работах по модернизации занимает переоснащение компрессора 5ЦД-208/30-45, сухими газодинамическими уплотнениями.В первой половине 1996 г. в ЗАО «НИИтурбокомпрессор им.В.Б.Шнеппа» была разработана техническая документация на модернизацию компрессора 5ЦД-208/30-45, работающего в составе установки каталитического риформинга бензина на АО «Павлодарский нефтеперерабатывающий завод». Цель модернизации -установка в корпус компрессора сухих газодинамических уплотнений типа 28АТ фирмы «Джон Крейн» взамен щелевых масляных уплотнений. В октябре 1996 г. была выполнена доработка узлов и деталей корпуса компрессора на месте силами эксплуатационного персонала, а также внесены необходимые изменения в его трубопроводной обвязке. После выполнения всех монтажных работ компрессор был успешно пущен в эксплуатацию. В ноябре 1998г. в ПО «Шимкентнеф-теоргсинтез», а в октябре 2001 г. на Мозырском нефтеперерабатывающем заводе таким же образом были запущены в работу модернизированные компрессоры 5ЦД-208/30-45 с сухими газодинамическими уплотнениями. Эксплуатация этих компрессоров показала ряд преимуществ сухих уплотнений по сравнению со штатными гидродинамическими уплотнениями с плавающими кольцами: 1. Полностью исключается попадания масла в проточную часть, т.е. загрязнение газа маслом. 2. Значительно продлевается срок службы катализатора. 3. Уменьшается количество циркулирующего масла и увеличивается его срок службы. 4. Исключаются загрязнения и изменения физико-технических свойств смазочного масла. 5. Сокращаются безвозвратные потери масла. 6. Намного упрощается обслуживание компрессора благодаря устранению системы, обслуживающей уплотнения (насосы высокого давления, маслоотводчики, напорный бак и т.д.). 7. Устраняются из конструкции уплотнительные и расходные кольца с баббитовой заливкой, для замены которых ежегодно как минимум на 5 суток необходимо останавливать установку. 8. Требуется минимальное техническое обслуживание (по регламенту - замена наружных резиновых колец раз в пять лет). 9. В десятки раз снижается выброс газа на свечу (с 200 до 7 м /ч) и, следовательно, загрязнение окружающей среды. 10. Экономится энергия, так как в сухом уплотнении практически отсутствует трение уплотнительных поверхностей (потери на трение в масляном уплотнении - 28 кВт плюс затраты на привод насоса - 55 кВт). Предполагается провести подобную модернизацию и на других находящихся в эксплуатации компрессорах. Размер файла: 18,9 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / Модернизация центробежного компрессора-Курсовая работа
Вход в аккаунт: