
Страницу Назад
Поискать другие аналоги этой работы
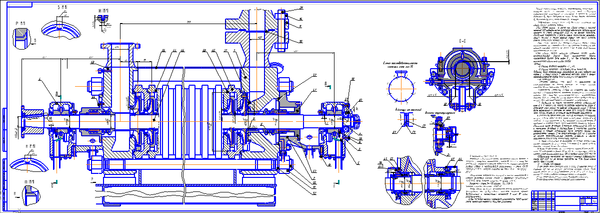
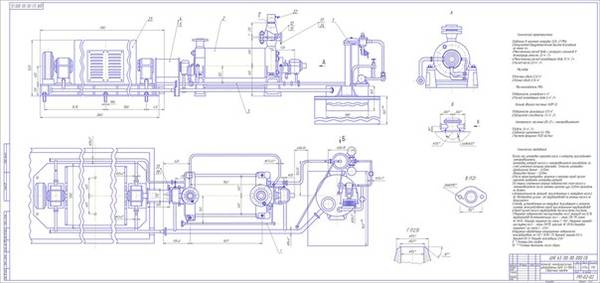
Центробежный насос ЦНС 63-1800 МодернизацияID: 166060Дата закачки: 28 Апреля 2016 Продавец: https://vk.com/aleksey.nakonechnyy27 (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Работа Курсовая Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: Агрегаты электронасосные АЦНС 90-1900, АЦНС 90-1400, АЦНС 90-1100, АЦНС 63-1800, АЦНС 63-1400, АЦНС 63-1100 .АЦНС 45-1900 пред-назначены для нагнетания воды в скважины системы поддержания пластово-го давления нефтя¬ных месторождений. Насосы в составе агрегатов относятся к изделиям конкретного назначе-ния (ИКН), вида I, восстанавливаемым по ГОСТ 27.003-90, изготавливаются в клима¬тическом исполнении УХЛ для макроклиматических районов с уме-ренным и хо¬лодным климатом, категорий размещения 4 ГОСТ 15150-69. Агрегаты изготавливаются в общепромышленном исполнении и мо-гут ус¬танавливаться в помещениях категорий Д в соответствии с ОНТП 24-86 и РД 35-00-148317-001-94. Пример условного обозначения агрегата: АЦНС 90-900 УХЛ 4, где: А - отличительный индекс агрегата; ЦНС - центробежный насос, секционный; 90 - подача, м3/ч; 1900 - напор насоса, м; УХЛ - климатическое исполнение; 4 - категория размещения. Принцип действия насоса заключается в преобразовании получаемой от привода динамической энергии в потенциальную энергию давления, кине-тическую энергию скорости потока, перекачиваемой жидкости за счет взаи-модействия с жидкостью рабочих колес ротора и направляющих аппаратов статора насоса. Насос типа ЦНС-63 - центробежный, горизонтальный, секцион¬ный, од-нокорпусный с односторонним расположением рабочих колес, с гидравличе-ской пятой, подшипниками скольжения и концевыми уплотнениями комби-нированного типа - щелевое уплотнение и уплотнение с мягкой сальниковой набивкой. Корпус насоса состоит из секций, крышек входной и напорной, и кон-цевых уплотнений. Базовыми деталями насоса являются крышки входная и напор¬ная с ла-пами, расположенными в плоскости, параллельной горизон¬тальной оси на-соса. Входной патрубок - горизонтальный. Напорный патрубок - направлен вертикально вверх. Герметичность стыков секций обеспечивается металлическим контактом уплотняющих поясков секций, в качестве дополнительного уплотнения в этих стыках установлены резиновые уплотнительные кольца. Секции центрируют-ся на заточках и стягиваются с крышками входной и напорной шпильками. В секциях по напряженной посадке посажены направляющие аппараты. От проворота направляющие аппараты стопорятся в секциях штифтами. Ротор насоса состоит из рабочих колес, насаженных на вал по сколь-зящей посадке, диска разгрузочного, защитных втулок и других деталей, со-бираемых на валу. Во избежание перетока воды по валу, стыки рабочих колес имеют пло-тный металлический контакт, уплотнения рабочих колес — щелевого типа. Опорами ротора служат подшипники скольжения, с принудитель¬ной или кольцевой смазкой. Вкладыши - стальные, залитые баббитом, имеют цилиндрическую по-садку в корпусе подшипника. Для предотвращения обводнения масла предусмотрены водомас-лоотражатели на валу и уплотнительные кольца в корпусах подшипников. Корпус подшипника имеет отверстия для подвода масла в под¬шипник в установки датчика температуры, снизу - отверстие для слива масла. Для того, чтобы выставить ротор в корпусе насоса, во фланцах корпу-сов концевых уплотнений предусмотрены три регулировочных винта. После центровки ротора корпуса подшипников штифтуются. На период выбега ро-тора в подшипниках предусмотрено смазочное кольцо. На заднем подшипнике смонтирован визуальный указатель осевого сдвига ротора (рисунок 1). Комментарии: центрах между планкой 1 и плитой 3. Планка с центром может передвигаться по стойке 4, и это позволяет вести наплавку валов различной длины. Однако установка валов на рассмотренное приспособ¬ление сопровождается неизбе-жной их деформацией Кроме ручной применяют автоматическую электродуговую наплавку вибрирующим электродом. Головки для наплавки ГВМК-1 выпускают с вылетом мундштука до 50 мм. Иногда наплавку вала целесообразно прово-дить без снятия рабочих ко¬лес. В этих случаях для головки изготовляют мундштук длиной 250 - 300 мм. Восстановление валов вибродуговой напла-вкой показано на рисунке 2.7. При наплавке лентой от проплавления основного металла за¬висит сте-пень его перемешивания с наплавленным. Благодаря постоянному переме-щению дуги глубина проплавления основ¬ного металла при наплавке лентой меньше, чем при наплавке проволокой. Наибольшее влияние на глубину проплавления и перемешивания основного металла с наплавленным оказывает скорость наплавки с ее ростом увеличивается глубина проплав-ления, уменьшаются ширина и толщина наплавляемого валика. При малых скоростях наплавки снижается проплавление основ¬ного ме-талла. Для наплавки холоднокатаной электродной лентой ис¬пользуют сва-рочные аппараты АДС-1000-2, А-384, А-874, ТС-3.5, головку АБС, свароч-ные преобразователи постоянного тока ПС-500, ПТС-500, ПС-1000, ПСМ-1000-4 и выпрямители ВС-600, ВС-1000, ВКСМ-1000, ВКСМ-2000. Наплав-ку осуще¬ствляют лентами из стали 08кп и коррозионно-стойких сталей. Ши-рокое применение получили металлокерамические ленты ЛМ-70ХЗНМ, ЛМ-20ХЮПОТ, ЛМ-1Х14НЗ, ЛМ-5Х4ВЗФС, раз¬работанные в Институте элект-росварки им. Е. О. Патона. Наплавку металлокерамическими лентами ведут постоянным током об-ратной полярности. Плотность тока на электроде 10 -20 А/мм2, напряжение дуги 28 - 32 В, скорость наплавки 0,16 -0,55 м/с, скорость подачи ленты 15 - 150 м/ч. Сила тока в зави¬симости от ширины ленты следующая: Ширина ленты, мм 30 45 60 75 90 Сила тока, А 300-600 450-900 600-1200 750-1500 900-1800 Восстановление деталей контактным электроимпульсным по¬крытием заключается в приварке металлической ленты под воз¬действием сварочных импульсов. Чтобы исключить нагрев дета¬ли и улучшить условия закалки приварного слоя, в зону сварки подают охлаждающую жидкость. При приварке ленты толщиной 0,3 - 0,4 мм рекомендуемая емкость ба-тареи конденсаторов 6400 мкФ. Напряжение заряда конденсаторов регули-руют в пределах 260 - 425 В. Ленту прива¬ривают при напряжении 325 - 380 В. Чем больше диаметр вос¬станавливаемой детали и толщина привариваемой ленты, тем выше требуемое напряжение заряда конденсаторов. Сваривае-мость ленты с основным материалом в зависимости от амплиту¬ды и длитель-ности импульса тока определяют по глубине вмя¬тин сварной точки, числу пор на поверхности деталей, прошли¬фованных номинального размера, и шелушению приварного слоя толщиной 0.15 - 0,02 мм. 12 ВЫВОДЫ И РЕКОМЕНДАЦИИ Размер файла: 823,5 Кбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / Центробежный насос ЦНС 63-1800 Модернизация
Вход в аккаунт: