
Страницу Назад
Поискать другие аналоги этой работы
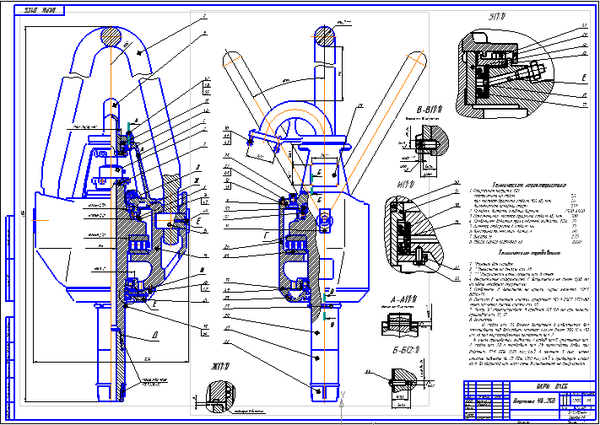
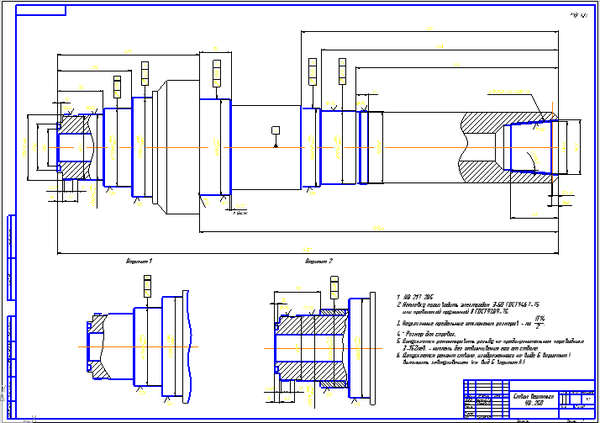
ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ УСТАНОВКИ ДЛЯ БУРЕНИЯ НА НЕФТЬ, РАСЧЕТ И РЕСТОВРАЦИЯ ВЕРТЛЮГА УВ-250 ГРУЗОПОДЬЕМНОСТЬЮ 2500 кН-Дипломная работа-Оборудование для бурения нефтяных и газовых скважинID: 171497Дата закачки: 05 Июля 2016 Продавец: leha.nakonechnyy.92@mail.ru (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ УСТАНОВКИ ДЛЯ БУРЕНИЯ НА НЕФТЬ, РАСЧЕТ И РЕСТОВРАЦИЯ ВЕРТЛЮГА УВ-250 ГРУЗОПОДЬЕМНОСТЬЮ 2500 кН-Дипломная работа-Оборудование для бурения нефтяных и газовых скважин. Капитальный ремонт вертлюга УВ-250, возможные неисправности и способы их устранения В процессе работы вертлюгов наибольшему износу подвергаются детали сальниковых уплотнений, внутренняя труба, отвод, основная и вспомогательная опоры. При текущем ремонте вертлюгов выполняются следующие профилактические и ремонтные работы: подтяжка или замена деталей уплотнений сальника внутренней трубы и масляного сальника, замена внутренней трубы, проверка резьбовых соединений, замена негодных крепежных деталей. При среднем ремонте частично разбирается вертлюг, восстанавливаются или заменяются негодные не основные детали (отвод, нажимные гайки сальников и т.д.), ремонтируется переводник, заменяется смазка, а также проводятся работы, выполняемые при текущем ремонте. При капитальном ремонте производится полная разборка вертлюга, дефектовка всех деталей, ультразвуковая дефектоскопия ответственных деталей (ствола, штропа и пальцев), восстановление или замена всех негодных деталей (в том числе ствола, подшипников, штропа, крышки корпуса), ремонт корпуса, испытания вертлюга на герметичность, смена смазки и окраска вертлюга. Текущие ремонты вертлюгов осуществляется непосредственно на буровой, а средние и капитальные ремонты в ремонтно-механических мастерских или на ремонтных заводах. Перед разборкой из вертлюга через нижнюю пробку сливают масло. В начале разборки вертлюга снимают корпус нижнего масляного сальника, вывинчивают из корпуса вертлюга четыре пробки и корончатые гайки. Затем вертлюг устанавливают в специальное приспособление. После этого снимают отвод, отвинчивают нажимную гайку сальника внутренней трубы и вынимают внутреннюю трубу, сальники и пружину. Далее отвинчивают корпус верхнего масляного сальника, снимают крышку вертлюга, затем с помощью специального колпачка, завинченного в верхний конец ствола, подъемным краном вынимают из корпуса ствол. После этого приступают к разборке ствола: отвинчивают стопор и установочную гайку основного опорного подшипника, снимают внутреннюю обойму направляющего подшипника, вспомогательный упорный шариковый подшипник, детали основной опоры и последней снимают внутреннюю обойму верхнего центрирующего подшипника. Затем выпрессовывают нижнюю втулку корпуса вертлюга и втулки из крышки, вынимают сальниковые уплотнения из нижнего и верхнего масляных сальников. После разборки вертлюга все его детали промываются и подвергаются контролю. При контроле детали проверяются в соответствии с техническими условиями на разбраковку деталей при ремонте вертлюга и сортируются на годные подлежащие восстановлению и негодные детали. Ствол, штроп и пальцы проходят ультразвуковую дефектоскопию. Во время проверки деталей составляют дефектную ведомость на вертлюг. Во время ремонта вертлюга выполняются следующие виды работ: смена внутренней трубы, ремонт ствола, смена основной и вспомогательной опор, смена или восстановление деталей сальниковых уплотнений, ремонт крышки и корпуса вертлюга, смена отвода, смена или восстановление крепежных деталей. При ремонте ствола вертлюга производят перенарезку смятой или забитой конической резьбы и резьбы под нажимную гайку сальника внутренней трубы, ремонт поверхности ствола в месте установки верхнего и нижнего масляных сальников. Вертлюг собирается в последовательности, обратной разборке. В таблице 2.3 приведены возможные неисправности и способы их устранения. В таблице 2.4 приведены места смазки, тип смазки и указания по смазке вертлюга УВ-250. .Все детали вертлюга должны быть изготовлены или отремонтированы в полном соответствии с действующими чертежами и техническими условиями. Износ деталей, используемых повторно, не должен превышать предельных размеров, установленных техническими условиями на выработку деталей вертлюга при ремонте. Штроп, корпус вертлюга, ствол и переводник не должны иметь дефектов, снижающих их прочность. Исправление дефектов указанных деталей путем заварки не разрешается. 2.Осевой люфт ствола вертлюга не должен превышать 0,25 - 0,3 мм. 3.Ствол вертлюга должен свободно проворачиваться от усилия, прикладываемого одним рабочим на рукоятку цепного ключа длинной 1 м. Вращение должно быть плавным, без заеданий и толчков. 4.На поверхности штропа в плоскости опасного сечения (в месте соединения с зевом крюка) допускается углубление от износа до 3 мм на ширине 10 мм. Заварка изношенной поверхности не допускается. 5.Все резьбовые соединения должны иметь надежное предохранение от самоотвинчивания. 6.Смазочные устройства должны быть очищены и промыты. 7.После капитального ремонта вертлюг должен пройти гидравлические испытания на пробное давление Рпроб = 1,5Рраб (где Рраб – рабочее давление) в течение 5 мин. без проворачивания ствола и в течение10-15 мин. с проворачиванием ствола. 8.Вертлюг должен быть покрашен стойкой краской, резьба переводника защищена от ударов колпаком. 2.12 Реставрация пальцевого соединения вертлюга УВ-250 Корпус 4 вертлюга УВ-250 рис. 2.4. представляет собой полую от-ливку с наружными боко¬выми карманами для штропа 12, посредством кото¬рого верт¬люг подвешивается к крюку талевого механизма. Штроп имеет ду¬гообразную форму и круглое поперечное сечение. На высаженных концах штропа растачиваются отвер¬стия для пальцев 7, соеди¬няющих штроп с кор¬пусом вертлюга. Пальцы устанавли¬ваются в горизонтальных расточках кар¬манов корпуса и предохраняются от выпадения и проворотов стопорной план¬кой 8, которая входит в тор¬цовый паз пальца и привари¬вается к корпусу вертлюга. Пальцы штропа имеют смазочные канавки и отверстия с резьбой для пружинных масле¬нок. При поступлении вертлюга УВ-250 на ремонтные предприятия, для проведения капитального ремонта, проводились работы, позволяющие изготавливать, реставрировать, заменять изношенные детали данного оборудования. В процессе эксплуатации вертлюга УВ-250 происходит износ пальцевого соединения (палец – корпус – штроп). Допустимый зазор согласно техническим требованиям допускается не более 2 мм, при увеличении этой величины дальнейшая эксплуатация согласно технике безопасности запрещается. Вертлюг, имеющий износ пальцевого соединения просто списывался, вследствие невозможности ремонта пальцевого соединения. Попытки произвести ремонт пальцевого соединения, не приводили к положительным результатам, так как пальцы вертлюгов имели специфичный для них износ поверхности в виде коленчатого вала, что не позволяло выполнить их выпрессовку из посадочных мест корпуса обычными методами. Таким образом, появилась необходимость разработать процесс реставрации пальцевого соединения при капитальном ремонте вертлюга. Процесс реставрации пальцевого соединения, включает в себя разборку, замену и расточку в ремонтный размер. Комментарии: В корпусе вертлюга рис. 2.4. на упорных и радиальных подшипниках вращается ствол 5 с переводником 1 для соединения вертлюга с ведущей трубой бурильной колонны. Ствол представляет собой стальной цилиндр с центральным проходным отверстием для про¬мывочной жидкости и с наружным фланцем для упорных под¬шипников. Ствол вращается с часто-той бурового ротора и испы¬тывает нагрузки, создаваемые бурильной колон¬ной и промывоч¬ной жидкостью, нагнетаемой в скважину. Осевое положение ствола вертлюга фиксируется упорными подшипниками 6 и 9. Основная опора ствола — подшипник 6, на¬гружаемый весом ствола и бурильной ко¬лонны, когда вертлюг посредством штропа удерживается в подвешенном со¬стоянии. Вспомогательной опорой ствола является подшипник 9, нагружае¬мый собственным весом корпуса и других не вращающихся дета¬лей, когда вертлюг опирается на ствол, а штроп вертлюга нахо¬дится в свободном со¬стоянии. В этом вертлюге в основной опоре ствола установлен упорный подшипник с короткими цилиндриче-скими роликами. Для центрирования роликов относительно ствола подшипник 6 снабжен внутренним сепарато¬ром. Наружный сепаратор пре¬дохраняет ролики от смещения под действием центробежных сил. В менее нагруженной вспомогательной опоре использу¬ется шари¬ковый упорный подшипник. Основная вращающаяся деталь вертлюга – полый ствол, воспринимающий вес колонны. Опоры ствола вертлюга фиксируют его положение в корпусе, препятствуя осевым вертикальным и радиальным перемещениям и обеспечивая его устойчивое положение при вращении. Вес корпуса вертлюга, толчки и удары от колонны снизу вверх воспри¬нимаются вспомогательной осевой опорой, устанав¬ливаемой обычно над главной. Ствол вертлюга является ведо¬мым элементом. При принятом в бу¬рении нормальном направ¬лении вращения бурильной колонны (по часовой стрелке, если смотреть сверху на ротор) ствол и все связанные с ним детали во избежание самоотвинчивания имеют стандартные конические левые резьбы. В процессе эксплуатации вертлюга УВ-250 происходит интенсивный износ ствола. Основными поверхностями ствола, больше всех подверженными износу являются посадочные поверхности подшипников. Также изнашивается внутренняя и наружная резьба. Подробная реставрация ствола вертлюга УВ-250 представлена в технологической части дипломного проекта. Расчет экономической эффективности от выполнения капитального ремонта вертлюга УВ-250 показал, что стоимость отремонтированного и нового оборудования отличаются более чем в два раза. При этом, производимый по данной технологии ремонт позволяет эксплуатировать отремонтированное оборудование такой же срок, что и новое оборудование. Причем, до полной выработки ресурса остальных, не подлежащих ремонту деталей. Вертлюги, прошедшие капитальный ремонт по данной технологии первый раз, могут ремонтироваться еще несколько раз до полного износа штропа и корпуса вертлюга, так как данный ремонт пальцевого соединения предусматривает несколько ремонтных размеров пальцев, отверстий штропа и корпуса. Этот факт очень значителен, так как ремонтнопригодность данного узла позволяет нам высвободить средства для покупки нового оборудования. Повышение экономической эффективности имеет перво¬степенное значение при ремонте бу¬рового оборудования и должно быть экономически направленным. Необходимо учесть весь комплекс факторов, определяющих экономическую эффективность. Механик нефтегазового и бурового оборудования должен уметь пра-вильно оценить относительное значение различных факторов. Частичная экономия, не учитывающая всей совокупности фак¬торов, ведет, как правило, к снижению экономичности ремонта бурового оборудования. Полезная отдача, или суммарный полезный эффект, от эффективного ремонта бурового оборудования выражается не только стоимостью ремонта, но и стоимостью времени работы, производительности бурового оборудования. Однако надо иметь в виду, что низкая стоимость оборудования не является самоцелью. Суммарный экономический эффект пропорционален долго¬вечности, суммарному полезному эффекту установки и зависит от длительности эксплуатации, стоимости оборудования и экс¬плуатационных расходов. Он резко возрастает с увеличением долговечности и срока службы, даже если производительность оборудования остается на одном уровне. Также нужно помнить, что снижение стоимости буро¬вого оборудования также влияет на экономический эффект, но только при небольших сроках службы. Повышение стоимости бурового оборудования, связанное с увеличением долговечности, вполне оправдано, так как выиг¬рыш от увеличения долговечности намного превышает снижение экономического эффекта при повышении стоимости оборудова¬ния. При больших сроках службы повышение стоимости обору¬дования мало отражается на величине экономического эффекта. Снижение расходов на энергию и топливо может также влиять на эко¬номический эффект. Чем больше полезная отдача бурового оборудования, тем больше суммарный экономический эффект. Размер файла: 5,3 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ УСТАНОВКИ ДЛЯ БУРЕНИЯ НА НЕФТЬ, РАСЧЕТ И РЕСТОВРАЦИЯ ВЕРТЛЮГА УВ-250 ГРУЗОПОДЬЕМНОСТЬЮ 2500 кН-Дипломная работа-Оборудование для бурения нефтяных и газовых скважин
Вход в аккаунт: