
Страницу Назад
Поискать другие аналоги этой работы
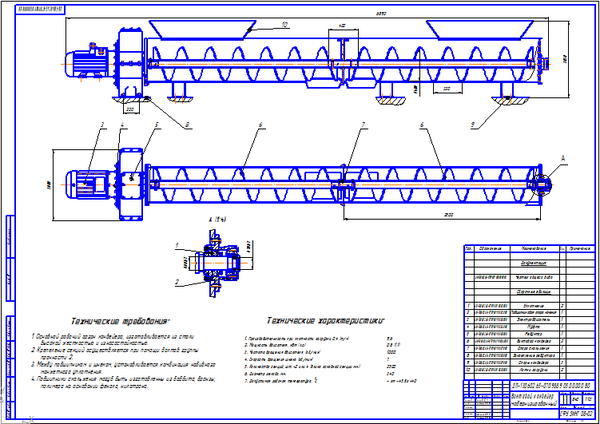
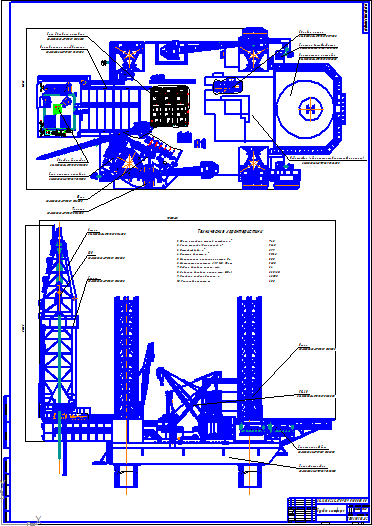
Модернизация подшипникового узла шнекового конвейера буровой платформы, для бурения на морском шельфе. повышение долговечности подшипникового узла в условиях работы при высокой абразивной нагрузке, и замены манифольда высокого давления на винтовой конвейеID: 171554Дата закачки: 07 Июля 2016 Продавец: leha.nakonechnyy.92@mail.ru (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: В данном дипломном проекте рассматривается задача современной нефтяной промышленности, с целью улучшения работы, комплекса по подготовке бурового шлама, превращения его в однородную мелкую консистенцию, с целью закачки полученной массы в техническую скважину. Одним из способов решения, указанной задачи, является повышения ресурса и увеличения межремонтного периода подшипниковой опоры шнекового конвейера. Пояснительная записка включает в себя 3 раздела: техническую часть, экономическую часть и раздел безопасности и экологичности проекта. В техническую часть входят: проведение патентного обзора модернизации, с предложением технического решения поставленной задачи. Выполнение расчетов элементов модернизации. Также предлагается изменить общую схему процесса подготовки пульпы, с заменой инжекторной воронки на шнековый конвейер. Экономическая часть рассматривает вопросы обеспечения экономической эффективности при применении модернизированной системы подготовки пульпы. Раздел безопасности и экологичности проекта рассматривает вопросы охраны труда и окружающей среды. Дипломный проект состоит из: графического материала общим объемом в количестве 9 листов формата А1, и пояснительной записки объемом 102 машинописных листов. 4. Винтовой конвейер (шнек) Винтовые конвейеры относятся к группе транспортирующих устройств непрерывного действия. В нефтегазовой промышленности используются при транспортировки шлама. 4.1 Назначение и область применения Винтовые конвейеры используют для транспортирования на небольшие расстояния (30-40 м) сыпучих и мелкокусковых (цемента, гравия, песка, шлака и т. п.), а также вязких и тестооб¬разных (мокрой глины, бетона, шлама и т.п.) материалов. Винтовыми конвейерами нецелесообразно транспортировать липкие и сильно уплотняющиеся, а также высокоабразивные грузы. Винтовые конвейеры получили довольно широкое распространение благодаря тому, что имеют закрытый транспортный тракт и пригодны для перемещения пылящих, токсичных и горячих материалов. Наибольшее распространение получили винтовые конвейеры, транспортирующие материалы по горизонтали или под небольшим углом к горизонту. Иногда применяют специальные вертикальные винтовые конвейеры, осуществляющие вертикальное транспортирование материалов. Эти конвейеры имеют незначительное распространение и серийно не изготовляются. 4.2 Описание конструкции и принципа действия Основными элементами винтовых конвейеров являются (рис. 4.1): желоб 4 полу¬круглой формы, внутри которого расположен винт 5, вращающийся в подшипниках 3 при помощи привода 8. Материал загружается через загрузочное отверстие 2, а выгружается — через выходное отверстие 6 с задвижкой 7. Желоб обычно закрыт крышкой 1, но иногда имеет песочный затвор. Материал загружается с одного конца трубы и постепенно перемещается при ее вращении к другому концу, где и выгру¬жается. Насыпной груз подается в желоб через одно или несколько отверстий в его крышке и при вращении винта скользит вдоль желоба, подобно тому, как движется по винту гайка, удерживаемая от совмест¬ного с ним вращения. Совместному вра¬щению груза с винтом препятствует си¬ла тяжести груза и трение его о желоб. Принцип действия винтовых конвейеров основан на использовании осевой движущей силы, возникающей при вра¬щении винтовой поверхности с углом подъема α. Загрузочные выполнены в виде люка в крышке желоба и выпускного патрубка, обеспечиваю¬щего герметичность при переходе сыпучего материала в желоб из бункеров, технологических машин или других конвейеров. Винтовые конвейеры выполняют горизонтальными или полого-наклонными (под углом до 20º к горизонту) и вертикальными. Материал движется вверх под действием силы трения между ним и кожухом, возникающей из-за наличия цен¬тробежной силы от вращения частиц материала у поверхности винта. Сила трения замедляет движение частиц, и они, проскаль¬зывая по поверхности винта, одновременно с вращательным имеют и поступательное движение вверх. Вертикальные конвейеры получают материал от горизонтальных винтовых конвейеров, создаю¬щих подпор материала. Нижний участок вертикального винта, куда подается груз, делают либо с уменьшенным шагом, либо переменного, уменьшающегося кверху диаметра. Желоб винтового конвейера U-образной формы, свар¬ной из листового металла толщиной 4-8 мм, имеющий длину до 4м. Желоб бывает сварной конструкции, крепится на фланцах и болтах. Обычно он снабжаются загрузочными и разгрузоч¬ными патрубками, которые имеют квадратное сечение. Они при¬вариваются к крышке и днищу желоба, применяются для очистки от загрязнения. Крышка укрепляется болтами. Когда винтовой конвейер имеет несколько пунктов разгрузки, под разгрузочными патрубками могут устанавливаться затворы, перекрывающие патрубок. Открывание и закрывание затвора производится вручную или дистанционно, при помощи соответствующего исполнительного механизма. Для устранения распыливания транспортируе¬мого материала применяют песочный затвор в виде до¬полнительных бортов к желобу, образующих боковые пазухи, в которые за¬сыпается песок и погру¬жаются боковые края кры¬шек. Выходные отверстия желоба снабжают задвиж¬ками, регулирующими форму струи материала. Конструк¬ция желоба и крышки должна быть пыленепроницаемой, а конвейер испытываться на пыленепроницаемость. Винтовые конвейеры, предназна¬ченные для транспортирования газовыделяющих материалов, или работающие в зоне какого-либо газа, должны быть газонепроницаемыми и испытываться на газонепроницаемость. На рис. 4.2 а) показано болтовое соединение крышки с желобом с прокладками из резины или асбеста; последние применяют при транспортировании материалов с высокой температурой. На рис. 4.2 б) показано соединение, называемое пылевым затвором. В лабиринтный паз, образуемый отбортовками желоба и крышки, засыпается транспортируемый материал, являющийся в данном случае уплот¬нителем. Достоинством этого соединения является простота съема крышки: не требуется отвинчивания и завинчивания большого количества болтов. Следует отметить, что эта конструкция непригодна для случаев, когда в полости желоба возможно избыточное давление. На рис. 4.2 в) показано крепление крышки в газонепроницаемом винтовом конвейере, предназначенном для работы под избыточным давлением внутри кожуха. Уплотнение соединения достигается путем вдавливания отбортованной крышки в резиновую полосу, уложенную в паз желоба. Соединение крышки с желобом при помощи откидных болтов с гайками-барашками позволяет сравнительно легко обеспечить необходимую глубину вдавливания, а также облегчает съем крышки. Для удобства наблюдения за работой подвесных и концевых подшип¬ников, а также расположением транспортируемого материала в зоне подшипников, в крышках, около подшипников размещают откидные люки. Направление движения материала в желобе зависит от на¬правления вращения винта и направления витков винта (см. рис. 3.3). Винты небольшого диа¬метра, работающие с абразивным материалом, иногда выполняют литыми чу¬гунными с отбеленной по¬верхностью. Поскольку винтовая поверхность в плоскость не раскладывается, обычно винт делают из трубы. Витки винта изготовляют навивкой полосы (холодной или нагретой) на обечайку или штамповкой из стального листа толщиной 4...8 мм, а затем приваривают к валу. Спираль ленточно¬го и лопасти лопастного винта укре¬пляют на стерженьках, пропускаемых через просверленные в валу отверстия. Винт со сплошной поверх¬ностью применяют преимущественно при перемещении сухого мелкозерни¬стого и порошкового насыпного груза, не склонного к слеживанию; с ленточ¬ной, лопастной и фасонной - при перемещении слеживающихся грузов. Винт не допу¬скает обратного пересыпания материала и поэтому при одинаковых диаметрах и числах оборотов дает большую производительность, чем винты других типов. Ленточные винты применяют при транспортировании крупнокусковых или липких материалов. Лопастный и фасонный винты используют для интенсивного пере¬мещения груза, а также когда должна быть выполнена еще и определенная технологическая операция, например смешивание, смачивание. На практике использования винтовых конвейеров встречаются случаи применения их с винтами разных типов в одном агрегате. На рис. 4.6 показан винтовой конвейер для транспортирования золы в котельных установках. Конвейер подает золу от золоуловителей в шлакозольный канал. Особенностью данного конвейера является то, что он имеет комбинированный винт, состоящий из витков сплошного сечения и лопастных витков. Последние расположены в головной части конвейера, где производится смешивание золы с водой с целью образования гранул золы для уменьшения ее текучести. Операция гранулирования золы осуществляется перед подачей ее в шлакозольный канал для предотвращения вытекания золы из транспортных устройств (скребковый конвейер, скрепер), подаю¬щих шлак и золу в шлакозольный бункер для последующего удаления их с территории котельной. Как видно из рис. 3.6, диаметр лопастного винта больше, чем диаметр сплошного винта, что объясняется меньшей производительностью лопастного винтового конвейера. Конструкция стационарных винтовых конвейеров общего назначения должна удовлетворять требованиям ГОСТа 2037-65 и обеспечивать удобный доступ для осмотра и смазки его частей, разборку привода без снятия винта и демонтаж винта без разборки привода. Вал винта, состоящий для удобства сборки из отдельных секций, может быть сплошным или трубчатым. Труб¬чатые валы имеют меньшую массу, и их более удобно скреплять между собой с помощью вставляемых по концам ко¬ротких соединительных валиков. Отдельные участки длинных валов соеди¬няют между собой муфтами. Вал винта лежит в промежуточных и кон¬цевых подшипниках. Промежуточные подшипники подвешиваются сверху на укрепленных на желобе поперечных планках. Они должны иметь по возмож¬ности малые диаметр и длину (так как витки винта на эту длину приходится прерывать), а также надежное уплотне¬ние во избежание загрязнения частица¬ми груза. Нередко это подшипники скольжения, в которых вращаются со-единительные валики. Вал винта поддерживается подшипниками через каждые 2,5-3,0 м. Смазка к под¬шипникам подводится по трубкам от пресс-масленок, расположенных сверху на планках. Концевые подшипники укрепляют в торцовых стенках желоба. Один из них делают упорным и устана¬вливают обычно со стороны, в которую перемещается груз, для восприятия действующей вдоль вала осевой растяги¬вающей силы. Кроме подшипников вал имеет подпятник, воспринимающий осевую силу винта. Подшипники и подпятники могут быть скользящие, но лучше их выполнять в виде опор качения. Головной (упорный) подшипник воспринимает осевое давление, возникающее при работе конвейера. Осевые усилия достигают в ряде случаев большой величины и составляют значительную долю общих сопротивлений в винтовых конвейерах. На конвейерах отечествен¬ного производства для головных подшипников применяют подшипники качения. Для хвостовых подшипников винтовых конвейеров отечественного производства также применяют преимущественно подшипники качения. Особенностями хвостовых подшипников является то, что они рассчитаны на возможность осевого сдвига. Благодаря этому дости¬гается определенность в передаче осевых усилий на головной подшипник, а также компенсируются неточности изготовления. Подвесные подшипники являются одним из основных элементов винто¬вых конвейеров. Габариты подвесных опор конвейеров в известной мере определяют допустимый коэффициент заполнения конвейеров транспортируемым материалом и величину сопротивления материала при про¬хождении его через зону подшипников. ГОСТ 2037-65 устанавливает, что подшипники и соединительные муфты не должны занимать более 25% полезного сечения желоба, расположенного ниже геометрической оси винта. Подвесные опоры в конвейерах отечественного производства выпол-няются с подшипниками скольжения или качения. Подвесной подшипник скольжения, показанный на рис. 3.7, выполнен с разъемным вкладышем. Болты, стягивающие вкладыш, выведены на крышку желоба. Предусматривается подача к вкладышам консистентной смазки. Конструкция подшипника позволяет сравнительно легко производить монтаж и демонтаж винта и допускает некоторое осевое сме¬щение винта (последнее необходимо при транспортировании материалов с высокой температурой). На рис. 4.8 показаны подвесные подшипники со сферическими шарикоподшипниками, допускающими некоторый угловой поворот промежуточ¬ного валика. Подшипники имеют крышки с лабиринтным уплотнением и прессмасленки для подачи консистентной смазки. Подшипник, показан¬ный на рис. 3.8, б, имеет более качественное уплотнение (при помощи резиновых манжет) для предохранения от попадания пыли во внутрен¬нюю полость. Недостатком этих подшипников является то, что их нужно весьма тщательно монтировать, чтобы обеспечить зазоры, предусмотренные в лабиринтных уплотнениях, и не допустить перекосы промежуточных валиков, так как в этом случае также нарушается плотность лабиринтных уплотнений. Рассматриваемые конструкции непригодны для винтовых конвейеров, транспортирующих материалы с высокой температурой, поскольку тепловые деформации также могут нарушить зазоры в лаби¬ринтных уплотнениях. Подвесные подшипники устанавливают на конвейерах с шагом до 3 м. Для уменьшения сопротивления при проходе материала через зону подшипников рекомендуется устанавливать подшипники с наибольшим допустимым шагом. Винт приводится в движение от электродвигателя через редуктор, что обеспечивает высокий к. п. д. и эксплуатационную долговечность. Приводы рекомендуется устанавли¬вать в головной части конвейера, чтобы винт работал на растяжение. Одноприводные винтовые конвейеры изготовляют длиной до 50 м. При большей длине транспортирования применяют двухприводные конвейеры. Приводы винтовых конвейеров аналогичны приводам, используемым в остальных машинах непрерывного действия, но, как правило, имеют меньшие габариты. Это объясняется в первую очередь довольно большой частотой вращения винтов. Ввиду этого в качестве передаточных механизмов используют одноступенчатые цилиндрические редукторы в сочетании с открытой конической передачей, двухступенчатые цилиндрические редукторы, клиноременные передачи. Разгрузка желоба производится через одно или несколько отверстий в днище, снабженных затворами. Для предохранения от завала в разгрузочном патрубке устанавливают мембранный сигнализатор уровня. Интерес представляют способы технического решения вопросов, связанных с тепловым удлинением конвейера. В конвейере жестко закреплены уча¬стки головных подшипников с приводами. Опоры желобов не закреплены и могут сдвигаться в осевом направлении. Вся тепловая деформация винтов и желобов передается на участок компенсационной секции, где имеется подвижной стык. На этом участке концы винтов консольные, длина консоли равна шагу винта. Между винтами предусмотрен зазор 60 мм, который сокращается при тепловом удлинении конвейера. Для предотвращения оседания материала на стенках желоба при охлаждении последнего внешняя поверхность желоба выстлана термоизоляционными плитками. Комментарии: В данном дипломном проекте рассмотрена схема удаления и подготовки бурового шлама на буровой платформе. В процессе бурения скважины, процесс удаления шлама является закрытым, так как в дальнейшем шлам подготовленный (пульпа), закачивается в техническую скважину. Процесс подготовки пульпы замкнут. Для уменьшения возникновения не штатных ситуаций целесообразно более широко использовать винтовые конвейеры, исключив рукава высокого давления, так как в процессе эксплуатации возникали не однократно засорение шламовых и инжекторных насосов. Используемое оборудование требует дополнительного контроля рабочего персонала для исключения не штатных ситуаций. При работе винтового конвейера (шнек), слабым звеном оказался подшипниковый узел, в зависимости от метода установки шнека, и направления подачи шлама, происходило постоянное воздействие абразивного материала на подшипниковый узел. Цель модернизации повышение долговечности подшипникового узла в условиях работы при высокой абразивной нагрузке, и замены манифольда высокого давления на винтовой конвейер. На основании рассмотренного патента № 2274595 предлагаю установить на винтовую секцию уплотнение с пружиной, что позволяет добиться герметичности узла, при высокой абразивности и мелкодисперсионности перемещаемой продукции, а так же визуально контролировать надежность уплотнения, при возникновении течи уплотнения происходит его визуальное контролирование, и исключает попадание пульпы на подшипник. В результате выполнения выпускной квалификационной работы, предложена модернизация шнекового конвейера, а именно подшипникового узла, с целью увеличения срока службы. Так же предложена схема изменения процесса подготовки бурового шлама, для закачки его в техническую скважины (процесс утилизации). Выполнены общие расчеты винтового конвейера, а так же расчет подшипникового узла, с цель подбора подшипника с минимальными затратами на проведение модернизации. Выполнена экономическая и экологическая часть выпускной квалификационной работы, в соответствии с элементами модернизации. Размер файла: 40,9 Мбайт Фаил:
Скачано: 1 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / Модернизация подшипникового узла шнекового конвейера буровой платформы, для бурения на морском шельфе. повышение долговечности подшипникового узла в условиях работы при высокой абразивной нагрузке, и замены манифольда высокого давления на винтовой конвейе
Вход в аккаунт: