
Страницу Назад
Поискать другие аналоги этой работы
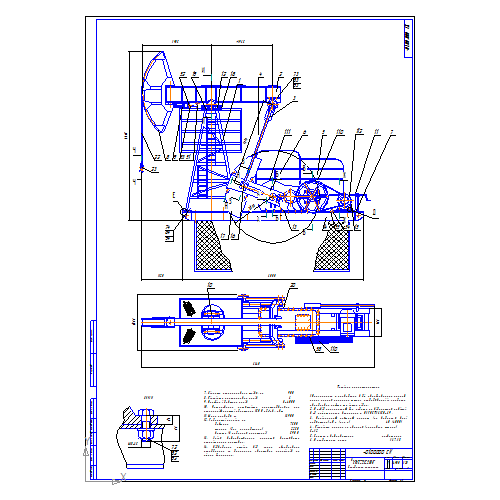
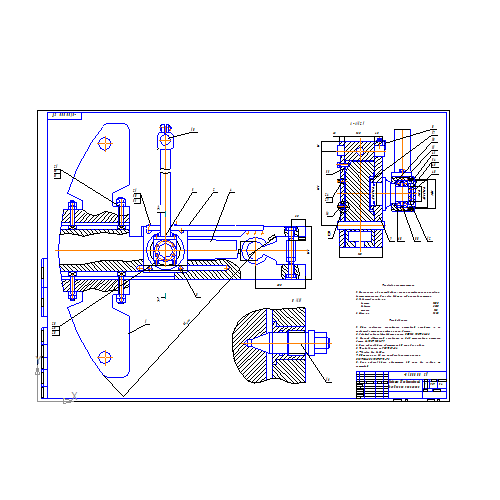
Станок-качалка СКД6-2,5-2800 с модернизацией кривошипно-шатунного механизма-Дипломная работа-Оборудование для добычи и подготовки нефти и газаID: 171930Дата закачки: 25 Июля 2016 Продавец: lesha.nakonechnyy.92@mail.ru (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: Станок-качалка СКД6-2,5-2800 с модернизацией кривошипно-шатунного механизма-Дипломная работа-Оборудование для добычи и подготовки нефти и газа В дипломном проекте на базе известных технических, конструктивных и организационных решений был решен комплекс задач по модернизации повода станка-скалки. В проекте была раскрыта конструкция, особенности работы и особенности ремонта узлов станков - скалок, полностью подобрано и рассчитано основное оборудование для добычи пластовой флюиду с помощью СШНУ. В расчетной части было рассчитано и подобрано основные режимы работы станка. Рассчитаны количество и вид оборудования. Разработанные рекомендации по проведении монтажных работ оборудования. Экономическая часть включает расчет экономического эффекта от внедрения технического предложения. В процессе работы над темой дипломного проекта разработан технологический процесс изготовления вехе кривошипа. В разделах "Охрана труда" и "Охрана окружающей среды" разработанный комплекс мероприятий на предотвращение аварий, профессиональных заболеваний и загрязнений окружающей среды. У большинства ШСНУ как привод применяют балансирные станки-качалки. Станок-качалка комплектуется асинхронным электродвигателем с повышенным пусковым моментом и вологоморозостойкой изоляцией, блоками управления, которые обеспечивают индивидуальный самопуск станков-качалок или программную работу с индивидуальным самопуском. Каждый тип станка-качалки характеризуется максимальными нагрузками, которые допускаются, на устьевой шток, длиной поступь устьевого штока и моментом, который крутит, на кривошипном валовые редуктора [1]. Станки-качалки за ДСТ 5866-76 имеют ряд общих конструктивных особенностей. Станок-качалка (рисунок 1.3) состоит из рамы 12 с подставкой под редуктор и поворотные салазки, стойки 5, балансира 3 с головкой и противовесами(при балансирном или комбинированном уравновешении), опоры 4 балансира, траверса 14, опоры 6 траверса, двух шатунов 7, двух кривошипов 8 с противовесами(при комбинированном или кривошипном уравновешении) . Рама со стойкой - из профильного проката; изготовлена в виде двух полозьев, соединенных поперечными связками. Для уменьшения высоты фундаменту к раме приваренная подставка под редуктор. Балансир - из профильного проката двутаврового пересечения; один балочной или двубалочной конструкции. Головка балансира - поворотная. Для ее фиксации в рабочем положении в шайбе головки предусмотренный паз, в который входит клин задвижки. Корпус задвижки с канатом, подведенным к рукоятке, прикрепленный болтами к нижней полке тела балансира. Для освобождения головки клин с помощью рукоятки оттягивается назад. Опора балансира - ось, оба конца которой установлены в сферических роликоподшипниках, расположенных в чугунных корпусах. К средней части оси квадратного пересечения приваренная планка, через которую опора балансира соединяется с балансиром [1]. Траверса - прямая из профильного проката. С ее помощью балансир соединяется с двумя параллельно работающими шатунами. Опора траверса шарнирно соединяет балансир с траверса. Средняя часть оси установлена в сферическом роликоподшипнике, корпус которого болтами прикреплен к нижней полке балансира. Концы оси зажаты в клемовых зажимах двух кронштейнов. Шатун стальна трубная заготовка, на одном, концы которой уварена верхняя головка шатуна, а на другом - башмак. Палец верхний головки шатуна шарнирно соединен с траверса. Палец кривошипа конусной поверхностью вставляется в отверстие кривошипа и через разрезную втулку затягивается с помощью гаек. Кривошип ведущая звено превращающего механизма станка-скалки, в котором предусмотренные отверстия для изменения длины хода устьевого штока. На кривошипе установленные противовесы, которые перемещаются с помощью съемного устройства, которое вставляется в поперечный паз в основания противовеса. После окончания перемещения противовес закрепляют на кривошипе, затягивая гайки на специальных болтах. Ведущие и промежуточный валы установлены в роликоподшипниках с короткими цилиндрическими роликами, ведомый красный - в двухрядных сферических роликоподшипниках, На концах ведущего вала насажен ведомый шкив клиноременной передачи и шкив тормоза. На оба конца ведомого вала насаженные кривошипы. Смазывание зубчатых колес и подшипников валов осуществляется из ванны корпуса редуктора. Тормоз - двухколодочные. Правая и левая колодки прикреплены к редуктору. На внутренней поверхности колодок клеятся ленты ферродо. С помощью стяжного устройства кобзона зажимают тормозной шкив, насаженный на ведущий вал редуктора. Стяжное устройство состоит из ходового винта с правой и левой резьбой и двух гаек, закрепленных на подвижных концах колодок. Рукоятка тормоза, насаженная на стяжной винт, вынесена в конец рамы, за электродвигатель. Повод станка-скалки осуществляется от электродвигателя со скоростью обращения вала 750, 1000 и 1500мин-1. Электродвигатель - трехфазный коротко замкнут асинхронный с повышенным пусковым моментом во влажно морозостойком выполнении. На валовые электродвигателя установлена конусная втулка, на которую насаженный ведущий шкив клиноременной передачи. Подвеска устьевого штока состоит из верхнего и нижнего траверсов, двух зажимов канату и зажиму устьевого штока. Для установки в подвеске гидравлического динамографа у нее вставляют два винты, с помощью которых раздвигаются траверсы подвески. Комментарии: Наиболее выгодным условием работы насоса является применение наиболее медленного хода плунжера с соответствующей длиной, которая обеспечивает необходимую производительность, а также наиболее точное регулирование длины хода головки балансира. Так периодические скважины переводятся на непрерывное откачивание при медленном качании до трех-четырех ходов в минуту, при этом производительность скважин значительно растет. Длина хода плунжера оказывается меньше, чем ход полируемого штока. Такое уменьшение длины ходу плунжера происходит в результате удлинения насосных штанг и трубе под воздействием растягивающих усилий, которые возникают в них при работе глубинного насоса. Во время работы глубинного насоса на протяжении одного обороту кривошипа упругие удлинения насосных штанг и труб влияют на величину хода насоса. При поступи вверх выкидной клапан закрывается, давление столба жидкости в насосных трубах передается на штанги и последние продлеваются на некоторую величину. При поступи вниз, напротив, штанги разгружаются, а трубы получают нагрузку и продлеваются. При поступи вниз повторяются те же явления, но в обратном порядке. В начале хода трубы получают нагрузку, поскольку нагнетательный клапан открыт, а приемный закрыт, и продлеваются на величину. Средством для изменения вредного влияния удлинений может служить увеличение длины хода полируемого штока. Фактор выигрыша хода, который учитывает удлинение хода одной из инерционных сил, определяется формулой. Окунать прием глубинного насоса под жидкость следует на глубину, необходимую для подъема шарика приемного клапана для преодоления сопротивления при прохождении струи через приемную трубу и канал всасывающего клапану и для сообщения струи достаточной скорости, необходимой для того, что непрерывного, что идет струи за плунжером при поступи вверх. При выборе насоса учитывается и конструкция станка-качели, в основном длина его хода, и возможность ее изменения. Поскольку увеличение длины хода и числа качаний приводит к повышению фактора динамической, между диаметром плунжера, длиной поступь и числом качаний выбирается такое соотношение, которое обеспечило бы заданную производительность и наименьшую нагрузку на штанги в точке их подвеса. Во всех станках-качелях с целью изменения длины хода полируемого штока на кривошипах сделанные отверстия для крепления шатуна. Длина хода полируемого штока изменяется перестановкой нижнего пальца шатуна в новое отверстие кривошипа, то есть изменением радиуса кривошипа. Во всех конструкциях станков-качалок предусмотренная возможность изменения длины хода полируемого штока в соответствии с заданными параметрами работы глубинного насоса. С этой целью на кривошипах (рисунок 4.1) делаются дополнительные отверстия для крепления шатуна, который в свою очередь тянет дополнительные производственные расходы на модернизацию станка, кривошипа под соответствующую скважину, переставляя нижние концы шатунов (рисунок 4.2) из одних отверстий в другие, получают разный рабочий радиус кривошипа и разную длину хода полируемого штока. Как уже было сказано выше изменение длины хода точка подвеса штанг осуществляется изменением радиуса кривошипа и может быть бесступенчатой плавной и ступенчатой. Нами предлагается изменить конструкцию кривошипа и нижней головки шатуна путем установления пальца измененной конструкции и крышки, которая установлена в проточку кривошипу и дает возможность свободно перемещать шатун вдоль кривошипу (Рисунок 4.3), данная конструкция используется на кривошипах станков скалок ПКНШ. Размер файла: 7,5 Мбайт Фаил:
Скачано: 3 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / Станок-качалка СКД6-2,5-2800 с модернизацией кривошипно-шатунного механизма-Дипломная работа-Оборудование для добычи и подготовки нефти и газа
Вход в аккаунт: