
Страницу Назад
Поискать другие аналоги этой работы
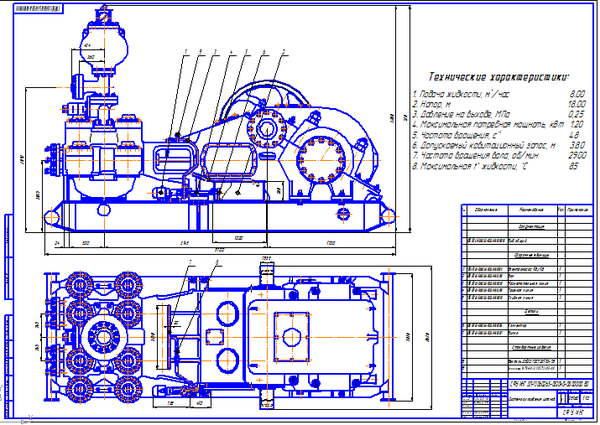
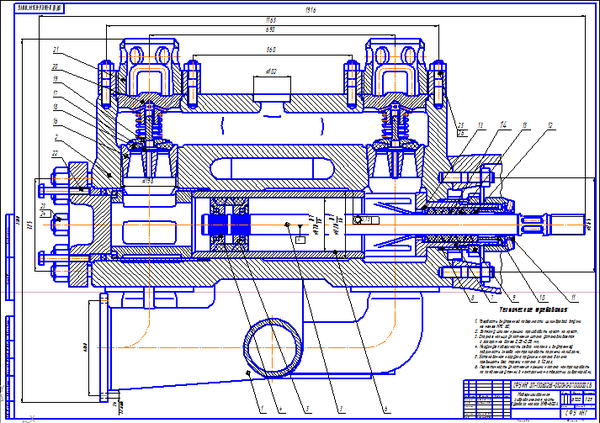
МОДЕРНИЗАЦИЯ БУРОВОГО ДВУХЦИЛИНДРОВОГО НАСОСА УНБ-600А. Курсовая работа. Оборудование для бурения нефтяных и газовых скважинID: 172143Дата закачки: 03 Августа 2016 Продавец: nakonechnyy_lelya@mail.ru (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Работа Курсовая Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Сдано в учебном заведении: ИНиГ Описание: Буровой двухцилиндровый насос УНБ-600А (СФУ ИНГ ДП-130602.65-052040-05.00.000 ВО) показан на рисунке 2. Он состоит из двух основных частей – гидравлической и трансмиссионной. Трансмиссионная часть бурового насоса предназначена для преобразо-вания вращательного движения ведущего трансмиссионного вала в возврат-но-поступательное движение поршней. Основной, наиболее сложной в изготовлении и дорогой деталью транс-миссионной части насоса является станина. Она представляет собой массив-ный металлический коробчатый корпус, в котором размещаются все меха-низмы трансмиссионной части. Станина изготавливается литой из стали 35Л или высокопрочных чугу-нов, либо сварной из стального листа и профильного проката. Преимуще-ством стальной сварной станины по сравнению со стальной литой или литой чугунной является то, что при одинаковой прочности последняя может иметь меньшие толщину стенок и массу [6]. Изготовление станины методом сварки из сталь¬ного проката не связывает конструктора требованиями литейной технологии, позволяет рационально применять в каждом сечении стальные элементы такой толщины, которая необходима и до¬статочна для обеспечения прочности и жесткости и обеспечи¬вает снижение массы. Сварные станины более сложны и трудоемки в изготовлении и, соответственно, более дороги. В конструкции бурового насоса УНБ-600А применяется литая станина, что обуславливает его более высокий вес и габариты по сравнению с трехцилин-дровыми насосами аналогичной мощности. В станине устанавливаются трансмиссионный вал 19, коренной вал 22 и шатунный механизм 20. Для удобства монтажа внутренних узлов и деталей станина имеет крышку 23. Стыкуемые поверхности станины и крышки под-вергаются механической обработке и уплотняются при помощи резинового шнура либо прокладки, затягиваемой болтами и ввернутыми в станину шпильками. Положение крышки относительно станины фиксируется кониче-скими штифтами [7]. Отверстия под подшипники растачивают в сборе станины с крышкой. В горловине станины устанавливают направляющие 16 ползуна 17. Оси по-верхностей расточек станины под направляющие ползуна должны совпадать с отклонением не более 0,15мм. Внутренняя полость станины окрашивается маслостойкой краской и используется в качестве резервуара для масла, сма-зывающего зубчатую передачу, установленную между трансмиссионным и коренным валами. Горловина станины имеет боковые люки для монтажа и осмотра ползунов. В крышке станины имеется вентиляционный колпак 21 для вытяжки мас-ляных паров. Трансмиссионный вал (рисунок 3) приводит во вращение коренной вал при помощи косозубой шестерни 5. Передаточное отношение этой пары вы-бирают в пределах 2,5 – 5,5 [6]. Зубчатые венцы изготавливают из легиро-ванных хромоникелевых сталей типа 40ХН или 38ХМ, шестерни – из сталей 40ХН, 38ХН3МФА и других марок с поверхностной закалкой зуба ТВЧ до твердости 54 – 57 HRC. Шестерня трансмиссионного вала выполнена заодно с валом, который установлен на двухрядных сферических роликовых подшипниках 3, уста-новленных в стаканах 4. С помощью резинового кольца 2 уплотняется крышка стакана подшипников. Специальное уплотнение 6 препятствует вы-теканию смазки из подшипников. Смазка подается в подшипники через пру-жинные тавотницы 1 [15]. Плавающий подшипник имеет тепловой зазор для расширения. Т.к. оба конца трансмиссионного вала выполнены одинаковы-ми, то возможна установка приводного шкива как с одной, так и с другой стороны. Коренной вал насоса (рисунок 4) имеет сборную конструкцию. Выполня-ется в виде сварно-литой конструкции и состоит из двух эксцентриков 2, зуб-чатого венца 1 и вала 3. Зубчатый венец установлен на эксцентрики с натя-гом. Вал 3 установлен на двух сдвоенных конических подшипниках 4, кото-рые установлены в стаканах 6. Сроки службы под¬шипников не менее 10000 ч, что соответствует (3-4)106 оборо¬там коренного и (12-20)106 трансмиссион-ного валов [6]. Регулировка осевого положения подшипников производится с помощью прокладок 5. Эксцентрики коренного вала смещены друг относительно дру-га на 90°. Это обусловлено требованиями к равномерности подачи насоса. Так, например, в трехцилиндровых насосах одностороннего действия экс-центрики смещены друг относительно друга на 120°. Составная конструкция коренного вала удобна в технологическом отно-шении, гак как позволяет упростить форму заготовок и облегчить их меха-ническую обработку. Окончательная обработка наружных поверхностей ко-ренного вала и нарезка зубьев производятся после посадки эксцентриков на прямой вал и соединения венца зубчатого колеса с его ободом. Корпус коренного вала отливают из стали марки 35Л или из легирован-ных высокопрочных чугунов с добавкой никеля, хрома, ванадия и других металлов. В буровых насосах для передачи вращения от трансмиссионного вала коренному преимущественно используются косозубые зубчатые передачи. Это обусловлено тем, что по сравнению с прямозубой передачей, косозубые передачи обладают большей нагрузочной способностью и плавностью за-цепления, обусловливающей снижение уровня динамических нагрузок и шу-ма при работе. Направление зуба шестерни принимается левым, а для колеса — правым. Недостаток косозубых передач по сравнению с прямозубыми за-ключается в том, что в зацеплении возникает дополнительная осевая сила. Шевронные зубчатые колеса, представляющие разновидность косозубых колес, не создают осевых нагрузок, однако в буровых насосах применяются реже из-за сложности изготовления. Шатун 6 (рисунок 5) передает движение от коренного вала ползуну 5 (крейцкопфу) и представляет собой кованый или литой стержень из углеро-дистой стали с противоположно расположенными большой и малой шейка-ми. Шатун изготавливают коваными или литыми из сталей марок 30 или 40. Тело шатуна выполняют двутаврового или круглого се¬чения для уменьше-ния массы и обеспечения требуемой продоль¬ной жесткости. Большая шейка 11 шатуна, называемая мотылевой, охватывает коренной вал и имеет цельную либо разъемную конструкцию. Независимо от кон-струкций коренной вал соединяется с шатуном посредством конических ро-ликовых подшипников. У эксцентриковых валов мотылевая шейка шатуна имеет значительно больший диаметр, чем у кривошипных и пальцевых ва-лов. Благодаря этому в эксцентриковых валах мотылевые подшипники име-ют больший диаметр и обладают более высокой долговечностью. Малая шейка, называемая ползунной, служит для шарнирного соедине-ния шатуна 6 с ползуном 4, скользящим в прямолинейных направляющих. Центр шарнира движется по прямой, проходящей через ось вращения ко-ренного вала. Малая шейка шатуна соединяется с корпусом ползуна при по-мощи полого валика 9. При ремонтных работах через отверстие в валике пропускается ломик для выпрессовки валика соседнего ползуна 13. Кроме того, пустотелая конструкция способствует более интенсивному охлаждению валика и подшипника шатуна, нагреваемых в результате их взаимного тре-ния. В расточку ползунной шейки запрессована втулка 8 из оловянной бронзы либо другого пластичного материала, обычно используемого для подшип-ников скольжения. Запрессовка не гарантирует втулку от проворачивания и осевого смещения, и поэтому она стопорится дюбелем 7. Диаметральный за-зор между валиком и втулкой шатуна определяется в зависимости от диа-метра валика и выбранной посадки. Валик 9 снабжен концевым центрирующим конусом, который входит в конусное отверстие ползуна. С помощью стопорной планки 11, входящей в поперечный паз торца валика, и болтов 10, ввинченных в ползун, валик за-прессовывается в конусное отверстие и благодаря этому удерживается от продольного смещения и проворота относительно ползуна. В мощных насо-сах шейка шатуна соединяется с валиком ползуна посредством игольчатых подшипников. Ползуны в буровых насосах применяют для того, чтобы на¬править шток поршня и освободить его от действия тангенци¬альных усилий кривошипа. Малую головку шатуна не связы¬вают непосредственно с поршнем, а приме-няют промежуточные элементы — ползуны и штоки ползунов. Отношение длины пол¬зуна к его диаметру принимается равным 0,9—1,2 [6]. Ползун состоит из литого стального корпуса и чугунных накладок 5 (ри-сунок 5). Накладки крепятся к цилиндрической поверхности корпуса болта-ми 12, застопоренными от самоотвинчивания упругими шайбами. В боковых стенках корпуса располагаются ступицы валика 9. В днище корпуса имеется резьбовое отверстие для ползунной части штока 1, представляющего собой стальной цилиндрический стержень с наружной резьбой для крепления с корпусом ползуна и внутренней резьбой для соединения с поршневой частью штока. Стопорение штока в ползуне осуществляется шплинтом 3 и гайкой 2. Станина насоса снабжена маслоуловителем. Смазка зубчатой передачи и всех трущихся элементов транс¬миссии насоса осуществляется либо центра-лизованно под давле¬нием масляным насосом, либо разбрызгиванием или погруже¬нием зубчатого колеса в масляную ванну на глубину 0,75 вы¬соты зуба. Подшипники качения в этом случае смазываются жидким маслом, кото-рое попадает в подшипниковые камеры в резуль¬тате разбрызгивания (ко-ренные, мотылевые и эксцентриковые подшипники) или поступает самотеком по специальным кана¬лам из коробок или полостей станины, в которые оно собира¬ется скребком с поверхности зубчатого колеса или шестерни (под-шипники трансмиссионного вала и мотылевые, направляю¬щие ползуна и его ось). Шток бурового насоса состоит из двух частей – поршневой 11 (рисунок 6) и ползунной 10 (рисунок 7). Для соединения поршневой и ползунной частей штока используется спе-циальная цилиндроконическая либо метрическая резьба. Цилиндрический участок этой резьбы служит для стопорения соединяемых штоков контргай-ками. За присоединительной резьбой имеются шести- либо четырехгранники под гаечный ключ для завинчивания и отвинчивания соединений штоков. Поршневой шток контактирует с промывочной жидкостью и подвергается абразивному износу, в результате чего имеет ограниченный срок службы. Ползунная часть штока изолируется от промывочной жидкости диском-отражателем и из маслобензостойкой резины. В гидравлической части бурового насоса происходит пере¬дача энергии через трансмиссию, штоки и поршни к жидкости и перемещение ее из вход-ной линии в выходную. Составная конструкция штока позволяет сохранить его ползунную часть при замене изношенного поршневого штока. Для удаления абразива и сни-жения износа поршневой шток омывается и одновременно охлаждается про-точной водой либо маслом, нагнетаемым масляным насосом. Шероховатость поверхностей штока должна быть не более Ra=1,25мкм в ползунной части и не более Ra=0,32мкм в штоковой части. Для насосов мощностью 190-1180 кВт поверхность трения штока поршня подвергается хромированию. Твердость поверхности штока должна быть не менее HRC 50 в ползунной части и HRC 60 в поршневой части. Глубина упрочненного слоя в случае термообработки токами высокой частоты не менее 1,5 мм. Штоки изготовляют из сталей марок 40Х; 40ХН; 38ХШЮН; 12ХН4; 20ХНЗА. Важное значение для повышения срока службы бурового насоса имеет соосность сочленяемых деталей. Предельное отклонение оси штока от оси поверхности посадки поршня и резьбы контргайки не должно превышать 0,15 мм. В этих же пределах должно быть отклонение осей штока и резьбы ползуна. Гидравлические блоки предназначены для преобразования поступатель-ного движения поршня насоса в движение жидкости по напорному трубо-проводу. В состав гидравлического блока (рисунок 8) входят две гидроко-робки (левая и правая) с крышками, приемный и нагнетательный трубопро-воды, а также цилиндровые втулки, поршни, седла и тарели клапанов, уплотнения подвижных и неподвижных соединений. Гидрокоробки 2 соединяются со станиной 6 приводного блока шпилька-ми 7. Между собой гидрокоробки соединяются приемным 1 и нагнетатель-ным 3 коллекторами. Гидроблоки представляют собой отливки из углеродистой стали с гори-зонтальными расточками для цилиндровой втулки 12 и вер¬тикальными гнез-дами для нагнетательных клапанов 5. Через об¬щую надклапанную полость 4 прокачиваемая жидкость из порш¬невой и штоковой камер цилиндра направ-ляется в нагнетатель¬ный коллектор. Толщина стенок 30-40 мм, что необхо-димо для создания прочности и герметичности гидрокоробки. Конструктив-ные формы обеспечивают технологичность изготовления, удобство монтажа, осмотра и регулировки деталей и узлов насоса, разме¬щенных в гидрокороб-ке. Опыт эксплуатации насосов показывает, что гидроко¬робки выходят из строя в результате повреждений клапанных гнезд, вызванных проседанием седел, фреттинг-процессом и про¬мывом поверхности контакта гнезда с сед-лом клапана. Для по¬вышения срока службы гидрокоробок поверхность гнезда, контак¬тирующая с седлом, покрывается эластомерами. Приемный 1 и нагнетательный 3 коллекторы имеют литую либо сварно-литую стальную конструкцию. Для снижения гид¬равлических потерь и изно-са коллекторы имеют плавные пере¬ходы, а диаметры проходных отверстий обеспечивают скорость потока жидкости до 6м/с. На нагнетательный коллек-тор устанав¬ливают предохранительный клапан, пневматический компенсатор и присоединяют нагнетательный патрубок манифольда. Пневматический компенсатор применяется для сглаживания неравномер-ности подачи бурового насоса. Наиболее широко распространен сфериче-ский пневматический компенсатор (рисунок 9). Он состоит из толстостенно¬го сферического корпуса 9, крышки 5, шту-цера 2 и эластичной диафраг¬мы 7. Корпус изготовляется из стального литья и после механической обработки имеет гладкую внутреннюю поверхность. Для удобства монтажа корпус снабжается проушинами. Сферическая форма по сравнению с цилиндри¬ческой придает пневмокомпенсатору компактность, при этом масса его меньше. Диафрагма 7, отделяющая верхнюю газовую полость от жидкости, по-ступающей через штуцер, имеет сферическую форму с горловиной, уплот-няемой в проточках корпуса и крышки 5. Крышка затягивается шпильками, ввинченными в корпус. Диафрагма изготовляется из прорезиненной ткани и при полной разрядке пневмокомпенсатора плавно прилегает к внутрен¬ней его поверхности. Образование складок и деформирование диафрагмы при этом нежелательны вследствие возможной потери эластичности, осо¬бенно в условиях низкой температуры. Металлическая шайба 8 и диск 6 из прорезиненной ткани устраняют возможность выдавливания диафрагмы в отверстие штуцера 2 и способ-ствуют плотному прилеганию конуса диафрагмы к штуцеру при вытеснении жидкости из пневмокомпенсатора во время остановок на¬соса. На крышке установлен угловой вентиль 3 для зарядки пневмокомпен¬сатора сжатым га-зом. Пневмокомпенсаторы заряжаются воздухом, нагне¬таемым компрессо-ром высокого давления либо азотом, доставляемым в баллонах [15]. Давление газа контролируется манометром 4, снабженным венти¬лем. Ма-нометр включается с помощью вентиля перед пуском насоса для контроля начального давления в пневмокамере. При работе насоса вентиль закрывает-ся, поэтому манометр предохраняется от преждевре¬менных поломок, вызы-ваемых пульсацией давления в пневмокамере. Из насоса жидкость поступает в пневмокомпенсатор через штуцер 2, затягиваемый шпильками 10, которые одновременно служат для крепле¬ния пневмокомпенсатора к фланцу 1 нагне-тательного коллектора насоса. Долговечность диафрагмы зависит от объемов газа и жидкости при рабо-те насоса, определяемых отношением начального и рабочего давлений в пневмокомпенсаторе. При сравнительно небольшом начальном давлении плоскость перегиба под действием рабочего давления смещается к верхним сечениям корпуса, имеющим по сравнению со средним сечением меньшую площадь. В результате этого увеличиваются изгиб и амплитуда напряжений в деформированных сечениях диафрагмы, вызывающие снижение срока ее службы. При большом начальном давлении плоскость перегиба смещается вниз и возникает опасность повреждения диафрагмы от ударов о днище кор-пуса. Цилиндровые втулки (рисунок 10), неподвижно установленные в горизон-тальных расточках гидрокоробки, являются наиболее крупной по габаритам и металлоемкости сменной деталью буровых насосов. Конструктивное ис-полнение, длина, наружные и внутренние диа¬метры их регламентируются отраслевыми стандартами. Цилинд¬ровые втулки изготовляют из высоко-углеродистых и легирован¬ных сталей. За рубежом их выполняют из хроми-стых чугунов и керамики. Внутренняя поверхность цилиндровых втулок упрочня¬ется закалкой с нагревом токами высокой частоты, борированием, хромированием к другими химико-термическими методами. Для работы при давлениях более 20 МПа эффективны биме¬таллические цилиндровые втулки, наружная часть которых изго¬товляется из конструкци-онных углеродистых сталей, а внутрен¬няя - из высоколегированных сталей либо чугунов. Согласно дей¬ствующим нормам, шероховатость внутренней поверхности их не превышает Ra=0,63 мкм для буровых насосов мощностью 190 - 950 кВт и Ra=0,32 мкм при мощности насоса 1180 кВт. Глубина упрочненного рабочего слоя при термообработке токами высокой частоты достигает 3 мм а поверхностная твердость не менее HRC 60. Наружная поверхность цилиндровых втулок - гладкая либо с кольцевым бортиком. В зависимости от формы изменяется способ крепления и уплотне-ния их в гидрокоробке. Крепление и уплотнение втулки в гидравлической коробке должно обес-печивать: неподвижность втулки; герметичность по¬садки втулки в расточке гидравлической коробки, исключаю¬щую возможность протока раствора между наружной ее поверх¬ностью и корпусом; герметичность при много-кратной смене вту¬лок; сигнализацию о появлении утечки раствора. Сложность конструкции этого узла состоит в том, что необ¬ходимо уплотнять и закреплять два элемента — крышку ци¬линдров и втулку одно-временно. При ходе нагнетания между движущимся поршнем и втул¬кой возникают силы трения, стремящиеся вытолкнуть втулку в направлении движения поршня, однако при этом в камере по¬вышается давление жидкости, стремя-щееся вытолкнуть втулку в обратном направлении с силой, равной произве-дению этого давления на площадь сечения тела втулки. Выталкивающее уси-лие может быть значительным (100—250 кН) при больших дав¬лениях и ма-лых диаметрах поршня. В насосах двухстороннего действия выталкивающая сила жидкости дей-ствует на втулку попеременно в обе стороны, по¬этому крепить и уплотнять крышку цилиндра и втулку более сложно. В этих насосах уплотнение втул-ки быстро изнашива¬ется и нуждается в периодической подтяжке в отличие от насо¬сов одностороннего действия. Конструкция цилиндровой втулки может решаться разнооб¬разно. Совмещенное крепление, когда втулка крепится через ее уп¬лотняющий элемент коронкой, которая прижимается крышкой цилиндра (рисунок 11а). В этой конструкции уплотнения втулки и крышки подтягиваются одновре-менно болтами крепления крышки и перемещение определяется зазором между крышкой и торцом цилиндра, что ограничивает срок службы уплотнений. На рисунок 11б показано совмещенное крепление и уплотне-ние втулки и крышки, причем каждое из соединений крепится и уп-лотняется своими болтами. Раздельно-совмещенное крепление и уплотнение втулки и крышки с неза-висимой подтяжкой уплотнения крышки показано на рисунке 11в. Недостат-ком этих трех конструкций является то, что при на¬гнетании в передней каме-ре сила, выталкивающая втулку, вос¬принимается ее уплотнением, что быст-ро выводит его из строя. Более удачными являются конструкции с раздельным креп¬лением и уплотнением втулки и крышки, в которых втулка жестко прижата своим буртом к торцу расточки цилиндра через коронку, прижимаемую болтами (рисунок 11г). Уплотнение втулки подтягивается кольцом-коронкой, прижи-маемым другими болтами. Крышка цилиндра крепится и уплотняется неза-ви¬симо от втулки. В этих конструкциях сила давления, выталкивающая втулку, на ее уплот-нение не действует и его не расшатывает, однако конструктивное исполнение этого устройства более сложно, чем описанное выше. Конструктор сам дол-жен принять решение, ка¬кое из устройств будет более целесообразным в каждом кон¬кретном случае. В насосах двухстороннего действия в корпусе гидравличе¬ской коробки делается отверстие, позволяющее контролировать герметичность уплотнения цилиндровой втулки. В насосах одно¬стороннего действия потеря герметич-ности уплотнения заметна по утечке наружу жидкости из цилиндра. Уплотнение цилиндровой втулки в насосах двухстороннего действия изо-лирует две рабочие камеры, находящиеся по обе стороны поршня. Наруше-ние уплотнения втулки приводит к про¬мыванию каналов в ее бурте и корпу-се гидравлической коробки вследствие перетока жидкости (под действием максимального давления нагнетания) из камеры, в которой происходит нагне¬тание, в камеру, где происходит всасывание. Поэтому для таких насо-сов лучшим вариантом является раздельное крепление втулки и устройства для подтяжки уплотнения. Уплотнение втулок цилиндра осуществляется резинометаллическими кольцами различных конструкций (рисунок 12). Комментарии: Техническое предложение по модернизации бурового двухцилиндрового насоса двухстороннего действия УНБ-600А включает в себя следующие пункты: 1. Замена тарельчатого клапана К9 новой, более технологичной кон-струкцией. Главным недостатком клапана К9 является сложность его раз-борки без применения специальных инструментов при замене изношенного уплотнительного элемента. В полевых условиях разборка производится при помощи подручных средств и отнимает много времени и сил обслуживающе-го персонала. Кроме того, при использовании подручных инструментов кла-пан часто получает повреждения, которые делают невозможным его повтор-ное использование. В результате обзора научно-технической литературы и практического опыта работы с данным оборудованием предлагается исполь-зовать оригинальную конструкцию клапана, которая позволяет производить его разборку без применения специальных технических средств с использо-ванием лишь общедоступных инструментов. Клапан К9 (рисунок 35) состоит из тарели со штоком 1, уплотняющего элемента 2 и гайки 3 [6]. Предлагаемый клапан бурового поршневого насоса (рисунок 36) состоит из гайки-штока 1 и тарели 2, соединенных между собой посредством резьбы, и уплотнения 3 между ними. Для разборки клапана на конце гайки-штока и направляющей тарели срезаны кромки под ключ. Таким образом, предлагаемый клапан бурового поршневого насоса име-ет более ремонтопригодную конструкцию (позволяет производить замену уплотняющего элемента непосредственно на месте проведения буровых ра-бот). На оригинальную конструкцию тарельчатого клапана оформлена заявка на получение авторского свидетельства. 2. Замена поджимного уплотнения штока бурового двухцилиндрового насоса двухстороннего действия на самоуплотняющуюся конструкцию. Уплотнение штока поршня является одним из быстроизнашивающихся эле-ментов гидравлической части бурового насоса, замена которого происходит довольно часто (особенно при бурении в сложных геологических условиях) и занимает значительное время. Целью данной модернизации является уменьшение времени простоев оборудования путем увеличения сроков службы манжет поршня и сальников штока. Для уплотнения штока (рисунок 37) используются шеврон¬ные манжеты, собираемые в пакет [6]. Число манжет в уплотнительном пакете обычно не превышает четырех и выбирается с учетом давления насоса, диаметра штока, а также конструктив-ных раз¬меров уплотнительного о узла. Манжеты 12 надеваются с натягом на шток 14 и втулку 1 служащую одновременно опорой цилинд¬ровой втулки. Для этого втулка 1 снабжена фланцем и устанав¬ливается в гидрокоробку с внутренней стороны ее горизонтальной расточки. Благодаря плотной посад-ке и упругости манжет обеспечивается герметичность соединения при низких давлениях в штоковой полости насоса. Для улучшения начального контакта с уплотняемыми поверх¬ностями манжеты помещаются между фасонными опорными 13 и распорным 10 кольцами (манжетодержателями), изготовлен-ными соответственно из резины и капрона. Скосы манжет поджимаются к уплотняемой поверхности конической частью распорного кольца 10. Опор-ное кольцо 13 сажается с минимальными радиальными зазорами (0,05—0,08 мм) для предохранения манжеты от затягивания в зазор. Затяжка манжет ре-гулируется гайкой 7, навин¬ченной на втулку 1 Усилие затяжки передается манжетам по¬средством грундбуксы 6 и нажимных капроновых втулок 9. Не-по¬движное соединение втулки 1 и гидрокоробки 8 герметизируется манжет-ным уплотнением, состоящим из распорного кольца 2, манжеты 3 и опорно-го кольца 4. Затяжка уплотнения осуществля¬ется нажимной втулкой 11 и гайкой 5. Недостатком известных конструкций является низкая надежность герме-тизации вследствие повышенного износа материала при высоких температу-рах и давлениях рабочей жидкости, невозможность компенсации износа, а также сравнительно высокие значения осевого усилия, необходимого для герметизации в радиальном направлении подвижных штоков. В предлагаемой конструкции уплотнение штока (Патент RU 2153111) уплотнительное устройство содержит пакет уплотнительных колец 6 и 7, ко-торые опираются на нажимное кольцо 5, а с другой стороны поджимаются втулкой 8 при закручивании поджимной гайки 3 уплотнительного устрой-ства. Опорно-направляющая втулка 2 служит для ограничения колебаний и направления движения штока 1. Нажимное кольцо 8 имеет внутреннюю по-лость, сообщающуюся с рабочей полостью насоса через четыре отверстия (рисунок 38). Уплотнительные кольца предлагаемого уплотнительного устройства из-готавливаются из фторопласта Ф-4 с различными антифрикционными наполнителями, например с углем. Остальные детали - стальные, за исклю-чением опорно-направляющей втулки 2, которая может быть изготовлена как из медных сплавов, так и из полимерных композиций. Уплотнительное устройство работает следующим образом. При поджа-тии уплотнительного пакета кольца 6 уплотняются по внутреннему диамет-ру, а кольца 7 - по наружному. В отсутствии давления рабочей жидкости ее герметизация осуществляется только за счет поджатия гайки 3. При возрас-тании давления рабочей жидкости поджатие уплотнительного пакета увели-чивается за счет проникновения жидкости во внутреннюю полость нажимно-го кольца 8 через четыре отверстия и создания в этой полости давления, рав-ного давлению рабочей жидкости в камере насоса. Компенсация износа уплотнительных колец 6 в сопряжении со штоком 1 осуществляется за счет объемной деформации колец радиальной составляющей усилия поджатия и ползучести материала, из которого они изготовлены. Использование нажимного кольца позволит уменьшить износ уплотни-тельных элементов и штока за счет уменьшения постоянного контактного давления в сопряжении. Таким образом, использование заявляемого изобре-тения позволит существенно повысить пределы давления рабочей жидкости, при котором полимерные композиционные уплотнительные кольца обеспе-чивают надежную герметизацию рабочей жидкости, а также увеличит ресурс уплотнительного устройства. 3. Замена стандартного поршня бурового насоса на самоуплотняющуюся конструкцию. Поршни буровых насосов имеют резинометаллическую конструкцию (рисунок 39) и состоят из стального сердечника 1 и резиновых самоуплотня-ющихся ман¬жет 2. Две манжеты с воротниками, направленными в противо-положные стороны, обеспечивают двустороннее уплотнение поршня в ци-линдровой втулке. Сердечник снабжен конусным отверстием для соедине¬ния поршня со штоком. Наружная часть сердечника имеет коль¬цевые канавки и выступы, обеспечивающие прочное соединение с привулканизированными резиновыми манжетами. Недостатком известной конструкции является то, что она не приспособле-на самопроизвольно от противодавления устранять осевой люфт и зазор в паре поршень-цилиндр. В ходе анализа патентных документов была выявлена возможность изба-виться от данного недостатка. Модернизированная конструкция (Патент RU 2167352) благодаря своей конструкции имеет возможность устранять осевой зазор в паре поршень-цилиндр (рисунок 40). В предлагаемой конструкции (Патент RU 2167352) поршень состоит из упругоэластичной втулки 1 (изготовленной, например, из композита фторо-пласта-4 и термостойкого олигомера). Торцы втулки целесообразно выпол-нить в форме конуса, обращенного вовнутрь полости втулки, с образованием острых кромок в месте сопряжения их с зеркалом цилиндра. Поршень со-держит также сердечник, выполненный из двух торцевых наконечников 2 и 3, соединенных между собой посредством стержня 4 и стопорным устрой-ством 5. Наконечник 2 сообщен со штоком 6, при помощи которого осуществляет-ся возвратно-поступательное движение поршня. Форма наконечников 2 и 3 выполнена ответной форме торцевых поверхностей втулки 1, в данном слу-чае, в форме конуса. На контактных поверхностях торцевых наконечников 2 и 3 возможно изготовление манжетных колец 7 из упругоэластичного мате-риала (например, резины или полиуретана) с целью повышения герметично-сти поршня. Для подстраховки сужения внутреннего диаметра втулки 1, при работе поршня, выполнены ограничитель 8 в виде кольца - на одном нако-нечнике и гнездо 9 ответное форме ограничителя 8 - на другом наконечнике. Цилиндр 10 содержит впускной 11 и выпускной 12 клапаны. Однако в ходе подробного изучения данной конструкции были выявлены следующие недостатки: • Сложность изготовления и технологической обработки штока 6, т.к. он выполнен заодно с наконечником 2 и стержнем 4; • Втулка 1 обладает слишком большой поверхностью трения с зеркалом цилиндра, в результате чего возможны заклинивания поршня; • Конструкция стопорного устройства, исходя из патента, до конца не определена; Предлагается конструкция (рисунок 41), в которой все выше перечислен-ные недостатки исключены, однако возможность самопроизвольного устра-нения осевого люфта и зазора в паре поршень-цилиндр осталась. В предлагаемой конструкции уменьшена площадь контакта уплотнитель-ного элемента с зеркалом путем разделения, уплотнительной втулки на 2 ча-сти, металлическим кольцом. Поршень состоит из двух упругоэластичных втулок 1 и 2 (изготовлен-ных, например, из резины или полипропилена). Торцы втулок целесообраз-но выполнить в форме конуса, обращенного вовнутрь полости втулки, с об-разованием острых кромок в месте сопряжения их с зеркалом цилиндра. Поршень содержит также сердечник, выполненный из двух торцевых нако-нечников 3 и 4, соединенных между собой посредством штока 5 и стопорно-го устройства 6. Форма наконечников 3 и 4 выполнена ответной форме тор-цевых поверхностей втулок 1 и 2. Упругие втулки 1 и 2 разделены между со-бой металлическим кольцом 7. Стопорное устройство выполнено из двух по-ловинок (рисунок 42) и установле но между штоком и упругой втулкой (изготовленной, например, из резины), посредством которой стопорное устройство и приводится в действие. В наконечнике стопорное устройство устанавливается в специальном гнезде и фиксируется крышкой 9. По мере износа контактной поверхности втулок 1 и/или 2 наконечники 3 и/или 4 под действием давления в камере цилиндра совершают осевое пере-мещение на встречу друг другу, фиксируясь стопорным устройством 6. При этом происходит выдавливание уплотнительных втулок в радиальном направлении. Поршень в сборе показан на рисунке 43. Подано заявление на получение авторского свидетельства на оригинальную конструкцию поршня. 4. Замена электрического привода насоса системы смазки и охлаждения штоков на механический привод от трансмиссионного вала бурового насоса. Главным недостатком электронасосного агрегата является частый выход из строя электродвигателя, трудоемкость его замены и обслуживания, необхо-димость постоянно следить за тем, чтобы при работе насоса он был включен, и выключен при остановке. Предлагается заменить штатный центробежный насос системы охлажде-ния и смазки штоков К8/18 на более надежный шестеренный насос НМШ5-25-4,0/4-5 с механическим приводом от трансмиссионного вала бурового насоса посредством клиноременной передачи. Сравнение технических характеристик насосов приведено в таблице 3. Механический привод шестеренного насоса предлагается осуществлять следующим образом: на свободный конец трансмиссионного вала бурового насоса устанавливается шкив, приводящий в движение шкив, установленный на шестеренном насосе гибким элементом в виде бесконечной ленты. Насос системы охлаждения и смазки штоков предлагается установить на сани бурового насоса. Для регулирования межосевого расстояния ведущего и ве-домого шкивов необходимо спроектировать натяжное устройство. Размер файла: 20,2 Мбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Скачано: 4 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / МОДЕРНИЗАЦИЯ БУРОВОГО ДВУХЦИЛИНДРОВОГО НАСОСА УНБ-600А. Курсовая работа. Оборудование для бурения нефтяных и газовых скважин
Вход в аккаунт: