
Страницу Назад
Поискать другие аналоги этой работы
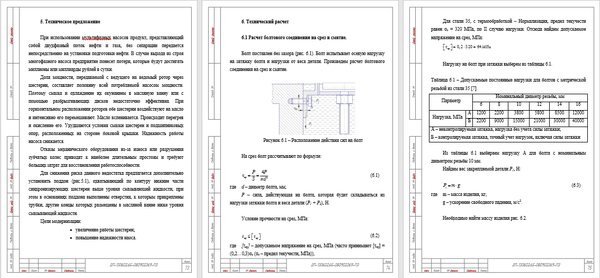
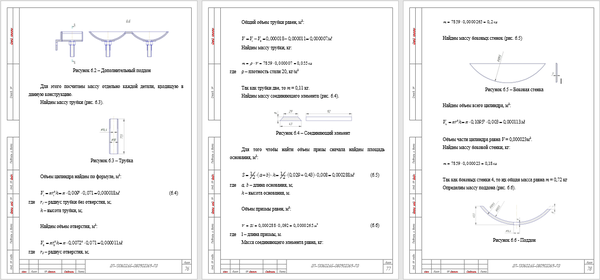
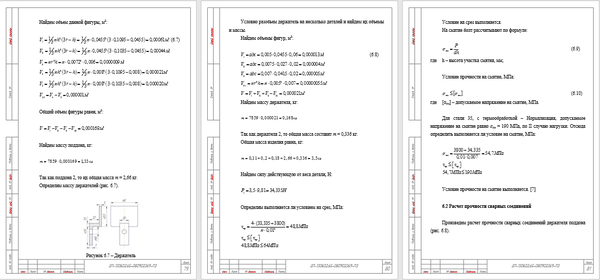
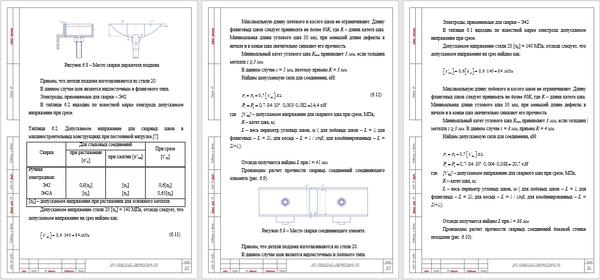
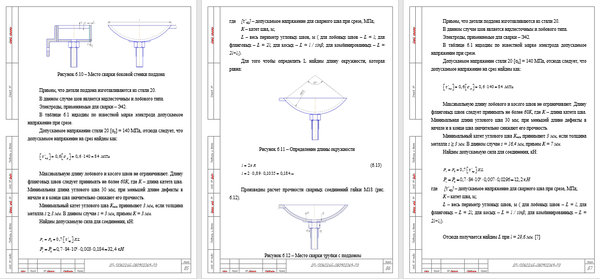
Расчетная часть-Расчет системы смазки двухвинтового многофазного насоса А5-2ВВ-Курсовая работа-Дипломная работа-Оборудование для добычи и подготовки нефти и газаID: 175490Дата закачки: 05 Декабря 2016 Продавец: nakonechnyy.1992@list.ru (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: Microsoft Word Сдано в учебном заведении: ******* Не известно Описание: Расчетная часть-Расчет двухвинтового многофазного насоса А5-2ВВ-Курсовая работа-Дипломная работа-Оборудование для добычи и подготовки нефти и газа Комментарии: 5. Техническое предложение При использовании мультифазных насосов продукт, представляющий собой двухфазный поток нефти и газа, без сепарации передается непосредственно на установки подготовки нефти. В случае выхода из строя многофазного насоса предприятие понесет потери, которые будут достигать миллионы или миллиарды рублей в сутки. Доля мощности, передаваемой с ведущего на ведомый ротор через шестерни, составляет половину всей потребляемой насосом мощности. Поэтому смазка и охлаждение их окунанием в масляную ванну или с помощью разбрызгивающих дисков недостаточно эффективна. При горизонтальном расположении роторов обе шестерни воздействуют на масло и интенсивно его перемешивают. Масло вспенивается. Происходит перегрев и окисление его. Ухудшаются условия смазки шестерен и подшипниковых опор, расположенных на стороне боковой крышки. Надежность работы насоса снижается. Отказы механического оборудования из-за износа или разрушения зубчатых колес приводят к наиболее длительным простоям и требуют больших затрат для восстановления работоспособности. Для снижения риска данного недостатка предлагается дополнительно установить поддон (рис.5.1), охватывающий по контуру нижние части синхронизирующих шестерен выше уровня смазывающей жидкости, при этом в основаниях поддона выполнены отверстия, к которым прикреплены трубки, другие концы которых размещены в масляной ванне ниже уровня смазывающей жидкости. Цели модернизации: • увеличение работы шестерен; • повышение надежности наоса.   6. Технический расчет 6.1 Расчет болтового соединения на срез и смятие. Болт поставлен без зазора (рис. 6.1). Болт испытывает осевую нагрузку на затяжку болта и нагрузки от веса детали. Произведем расчет болтового соединения на срез и смятие. Рисунок 6.1 – Расположение действия сил на болт На срез болт рассчитывают по формуле: (6.1) где d – диаметр болта, мм; Р – сила, действующая на болта, которая будет складываться из нагрузки затяжки болта и веса детали (Р1 + Р2), Н. Условие прочности на срез, МПа: (6.2) где [τср] – допускаемое напряжение на срез, МПа (часто принимают [τср] = (0,2…0,3)σт (σт – предел текучести, МПа)); Для стали 35, с термообработкой – Нормализация, предел текучести равен σт = 320 МПа, по II случаю нагрузки. Отсюда найдем допускаемое напряжение на срез, МПа: Нагрузку на болт при затяжки выберем из таблицы 6.1. Таблица 6.1 – Допускаемые постоянные нагрузки для болтов с метрической резьбой из стали 35 [7] Параметр Номинальный диаметр резьбы, мм 6 8 10 12 14 16 Нагрузка, МПа А 1200 2200 3800 5800 8500 12000 Б 2200 9000 15000 21000 30000 40000 А – неконтролируемая затяжка, нагрузка без учета силы затяжки; Б – контролируемая затяжка, точный учет нагрузок, включая силы затяжки Из таблицы 6.1 выбираем нагрузку А для болта с номинальным диаметром резьбы 10 мм. Найдем вес закрепляемой детали Р1, Н: (6.3) где m – масса изделия, кг; g – ускорение свободного падения, м/с2. Необходимо найти массу изделия рис. 6.2. Рисунок 6.2 – Дополнительный поддон Для этого посчитаем массу отдельно каждой детали, входящую в данную конструкцию. Найдем массу трубки (рис. 6.3). Рисунок 6.3 – Трубка Объем цилиндра найдем по формуле, м3: (6.4) где r1 – радиус трубки без отверстия, м; h – высота трубки, м; Найдем объем отверстия, м3: где r2 – радиус отверстия, м; Общий объем трубки равен, м3: Найдем массу трубки, кг: где ρ – плотность стали 20, кг/м3 Так как трубки две, то m = 0,11 кг. Найдем массу соединяющего элемента (рис. 6.4). Рисунок 6.4 – Соединяющий элемент Для того чтобы найти объем призы сначала найдем площадь основания, м2: (6.5) где a, b – длина основания, м; h – высота основания, м. Объем призмы равен, м3: (6.6) где l – длина призмы, м. Масса соединяющего элемента равна, кг: Найдем массу боковых стенок (рис. 6.5) Рисунок 6.5 – Боковая стенка Найдем объем всего цилиндра, м3: Объем части цилиндра равна V = 0,000023м3. Найдем массу боковой стенки, кг: Так как боковых стенки 4, то их общая масса равна m = 0,72 кг Определим массу поддона (рис. 6.6). Рисунок 6.6 - Поддон Найдем объем данной фигуры, м3: (6.7) Общий объем фигуры равен, м3: Найдем массу поддона, кг: Так как поддона 2, то их общая масса m = 2,66 кг. Определим массу держателей (рис. 6.7). Рисунок 6.7 – Держатель Условно разобьем держатель на несколько деталей и найдем их объемы и массы. Найдем объемы фигур, м3: (6.8) Найдем массу держателя, кг: Так как держателя 2, то общая масса составит m = 0,336 кг. Общая масса изделия равна, кг: Найдем силу действующую от веса детали, Н: Определим выполняется ли условием на срез, МПа: Условие на срез выполняется. На смятие болт рассчитывают по формуле: (6.9) где h – высота участка смятия, мм; Условие прочности на смятие, МПа: (6.10) где [σсм] – допускаемое напряжение на смятие, МПа. Для стали 35, с термообработкой – Нормализация, допускаемое напряжение на смятие равно σсм = 190 МПа, по II случаю нагрузки. Отсюда определить выполняется ли условие на смятие, МПа: Условие прочности на смятие выполняется. [7] 6.2 Расчет прочности сварных соединений Произведем расчет прочности сварных соединений держателя поддона (рис. 6.8). Рисунок 6.8 – Место сварки держателя поддона Примем, что детали поддона изготавливаются из стали 20. В данном случае шов является нахлесточным и флангового типа. Электроды, применяемые для сварки – Э42. В таблице 6.2 находим по известной марке электрода допускаемое напряжение при срезе. Таблица 6.2. Допускаемое напряжение для сварных швов в машиностроительных конструкциях при постоянной нагрузке.[7] Сварка Для стыковых соединений При срезе [τ’ср] при растяжении [σ’р] при сжатии [σ’сж] Ручная электродами: Э42 Э42А 0,9[σр] [σр] [σр] [σр] 0,6[σр] 0,65[σр] [σр] – допускаемое напряжение при растяжении для основного металла Допускаемое напряжение стали 20 [σр] = 140 МПа, отсюда следует, что допускаемое напряжение на срез найдем как: (6.11) Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К – длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают 3 мм, если толщина металла s ≥ 3 мм. В данном случае s = 5 мм, поэтому примем К = 3 мм. Найдем допускаемую сила для соединения, кН: (6.12) где [τ’ср] – допускаемое напряжение для сварного шва при срезе, МПа; К – катет шва, м; L – весь периметр угловых швов, м ( для лобовых швов – L = l; для фланговых – L = 2l; для косых – L = l / sinβ; для комбинированных – L = 2l+l1). Отсюда получается найдем L при l = 41 мм. Произведем расчет прочности сварных соединений соединяющего элемента (рис. 6.9). Рисунок 6.9 – Место сварки соединяющего элемнта Примем, что детали поддона изготавливаются из стали 20. В данном случае шов является нахлесточным и лобового типа. Электроды, применяемые для сварки – Э42. В таблице 6.1 находим по известной марке электрода допускаемое напряжение при срезе. Допускаемое напряжение стали 20 [σр] = 140 МПа, отсюда следует, что допускаемое напряжение на срез найдем как: Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К – длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают 3 мм, если толщина металла s ≥ 3 мм. В данном случае s = 8 мм, примем К = 4 мм. Найдем допускаемую сила для соединения, кН: где [τ’ср] – допускаемое напряжение для сварного шва при срезе, МПа; К – катет шва, м; L – весь периметр угловых швов, м ( для лобовых швов – L = l; для фланговых – L = 2l; для косых – L = l / sinβ; для комбинированных – L = 2l+l1). Отсюда получается найдем L при l = 88 мм. Произведем расчет прочности сварных соединений боковой стенки пооддона (рис. 6.10). Рисунок 6.10 – Место сварки боковой стенки поддона Примем, что детали поддона изготавливаются из стали 20. В данном случае шов является нахлесточным и лобового типа. Электроды, применяемые для сварки – Э42. В таблице 6.1 находим по известной марке электрода допускаемое напряжение при срезе. Допускаемое напряжение стали 20 [σр] = 140 МПа, отсюда следует, что допускаемое напряжение на срез найдем как: Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К – длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают 3 мм, если толщина металла s ≥ 3 мм. В данном случае s = 3 мм, примем К = 3 мм. Найдем допускаемую сила для соединения, кН: где [τ’ср] – допускаемое напряжение для сварного шва при срезе, МПа; К – катет шва, м; L – весь периметр угловых швов, м ( для лобовых швов – L = l; для фланговых – L = 2l; для косых – L = l / sinβ; для комбинированных – L = 2l+l1). Для того чтобы определить L найдем длину окружности, которая равна: Рисунок 6.11 – Определение длины окружности (6.13) Произведем расчет прочности сварных соединений гайки М18 (рис. 6.12). Рисунок 6.12 – Место сварки трубки с поддоном Примем, что детали поддона изготавливаются из стали 20. В данном случае шов является нахлесточным и лобового типа. Электроды, применяемые для сварки – Э42. В таблице 6.1 находим по известной марке электрода допускаемое напряжение при срезе. Допускаемое напряжение стали 20 [σр] = 140 МПа, отсюда следует, что допускаемое напряжение на срез найдем как: Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К – длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают 3 мм, если толщина металла s ≥ 3 мм. В данном случае s = 16,4 мм, примем К = 7 мм. Найдем допускаемую сила для соединения, кН: где [τ’ср] – допускаемое напряжение для сварного шва при срезе, МПа; К – катет шва, м; L – весь периметр угловых швов, м ( для лобовых швов – L = l; для фланговых – L = 2l; для косых – L = l / sinβ; для комбинированных – L = 2l+l1). Отсюда получается найдем L при l = 29,6 мм. [7] Размер файла: 567,5 Кбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Нефтяная промышленность / Расчетная часть-Расчет системы смазки двухвинтового многофазного насоса А5-2ВВ-Курсовая работа-Дипломная работа-Оборудование для добычи и подготовки нефти и газа
Вход в аккаунт: