
Страницу Назад
Поискать другие аналоги этой работы
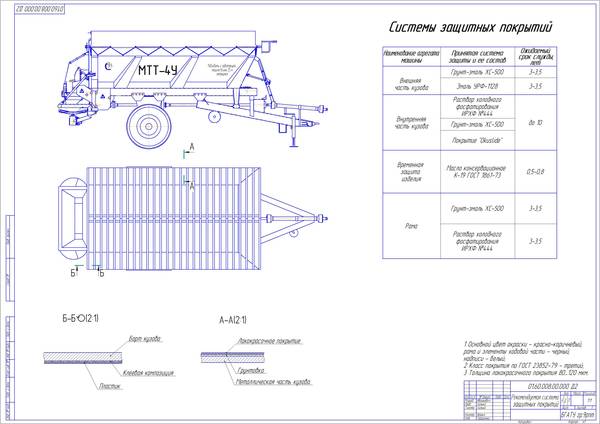
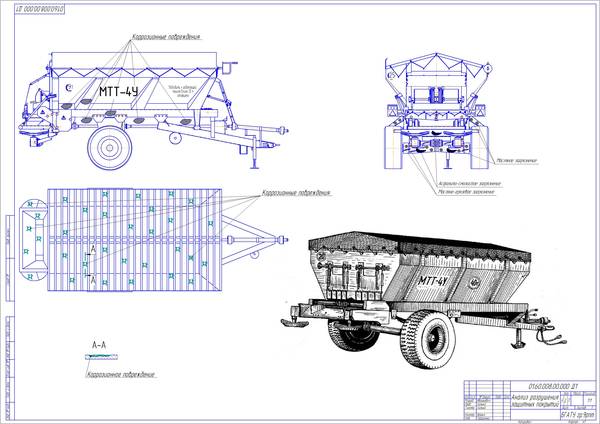
Технология противокоррозионной защиты машин по внесению твердых минеральных удобрений (технологическая часть дипломного проекта)ID: 190834Дата закачки: 05 Апреля 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: 3.4 Технология противокоррозионной защиты машины в условиях эксплуатации Технологический процесс антикоррозионной защиты состоит из следующих основных операций: мойка; дефектация окрашиваемой поверхности; промывка и обдувка сжатым воздухом; обезжиривание; грунтовка; сушка; окраска внутренних поверхностей; окраска наружных поверхностей; сушка покрытия; контроль качества. Подготовка поверхности перед окраской. Антикоррозионная защита и прочная сцепляемость пленки краски с окрашиваемой поверхностью могут быть обеспечены лишь при тщательной очистке последней от всяких загрязнений. Простейшими инструментами для удаления ржавчины, старого лакокрасочного покрытия и загрязнений служат скребки, шпатели, проволочные щетки, однако они мало производительны, целесообразней всего применять для очистки от грязи, старых органических удобрений моющую установку KRANZLE-755 с насадками и принадлежащие к ней. Удаление ржавчины производить при помощи пескоструйной насадки имеющейся в том же аппарате. Элементы рамы обрабатываем грунт-эмалью ХС-500К, сушка при 20°С, 90 мин. Кузовные детали и борта грунтуем грунтовкой СФ-1, подвергаем сушке в течение 20 мин, наносим краску "Темадур 50", сушка при 20°С, в течение 20 мин. На разбрасывающий аппарат наносим противокоррозионный комплекс "Уретан-антикор" в следующей последовательности: грунт; сушка при 20°С, 20 мин; грунт-эмаль; сушка при 20°С, 20 мин; эмаль; сушка при 20°С, 20 мин. Особое внимание уделяется скрытым поверхностям, противокоррозионная защита внутренних поверхностей ведется путем запрессовки в нее битумного состава. Затем наносим надписи и обозначения эмалью УРФ-1178 и сушим при 20 °С не менее 6 часов. Готовое покрытие контролируют дефектоскопом Представим описание технологического маршрута подготовки и нанесения защитных материалов на машину: 005 Моечная Переход 1 - транспортировать машину на моечную площадку Переход 2 - очистить машину с наружи от пластовых загрязнений Переход 3 - установить леса для очистки труднодоступных мест Переход 4 - очистить внутреннюю часть кузова Переход 5 - поднять и закрепить верхние крышки Переход 6 - очистить днище кузова, раму, колеса, рабочие органы Переход 7 – опустить верхние крышки Переход 8 - обдуть машину сжатым воздухом Обмыть поверхность машины струей под давлением Р=15МПа, с температурой воды t=15...20 С. Ополоснуть поверхность пароводяной струей t=85...90 С с добавлением " Active form". Установка моечная Kranzle-755. 010 Пескоструйная Переход 1 - обработать пароводоструйной установкой места ржавчины на внешней части кузова, P=3 МПа. Переход 2 - обработать пароводоструйной установкой места ржавчины и нагара на разбрасывающих дисках P=20 МПа. Переход 3 - обработать пароводоструйной установкой места ржавчины на раме P=8 МПа. Переход 4 - произвести полную очистку внутренней части кузова машины P=15 МПа. Переход 5 - промыть очищенные поверхности горячей водой Переход 6 - сушить очищенные поверхности Переход 7 - контролировать очищенные поверхности Переход 8 - в местах с остатками ржавчины, произвести их локальную очистку шлифовальной машинкой Оборудование: установка Kranzle-755 + гидропескоструйная насадка, ветошь. Пневматическая машина для шлифования и полирования ППМ-1 Материалы: Кварцевый песок диаметром до 1,0мм, синтетическое моющее средство МС-8 Контроль органолептический, визуальный. Очищенные поверхности не должны иметь следов углеводородов, ржавчины и старых ЛКП 015 Нанесение ингибированного состава ИРХФ №444 Переход 1 – поднять верхние крышки Переход 2 - нанести раствор холодного фосфатирования ИРХФ № 444 Переход 3 - сушить поверхности 020 Грунтовочная Переход 1 - опустить верхние крышки и закрепить их. Переход 2 - нанести грунт-эмаль ХС-500 на подготовленную поверхность внешней части кузова машины слоем 18-20 мкм Переход 3 - нанести грунт-эмаль ХС-500 на подготовленную поверхность рамы Переход 4 - сушить поверхности Нанесение методом безвоздушного рапыления. После высыхания пленка должна быть гладкая, однотонная, матовая или полуматовая, без кратеров. Материал Грунт-эмаль ХС-500 ГОСТ 24595-81 Время высыхания до степени 3 при (180±2)°С, мин, не более 30 минут Контроль: визуальный. 025 Окрасочная Переход 1 - нанести лакокрасочное покрытие на подготовленную поверхность внешней части кузова машины. Переход 2 - нанести лакокрасочное покрытие на подготовленную поверхность рамы. Скорость перемещения пистолета 0,2-0,5 м/с, расстояние до обрабатываемой поверхности 0,25-0,3м, пистолет располагать перпендикулярно к поверхности, влажность 30-80%. Покрытие наносится равномерны слоем, без подтеков, окрашенная поверхность должна быть ровной, блестящей. Сорность, подтеки, повреждения не допустимы. Материал: эмаль УРФ-1128, органический растворитель Р-5 ГОСТ 7824-74 Респиратор УРГ-1, перчатки ГОСТ 20010-74, спецодежда ГОСТ 12.4.029-76. Материал: эмаль ПФ-115. Оборудование: установка для нанесения покрытий безвоздушным способом. Переход 3 - сушить окрашенную поверхность 025-1 Нанести покрытие на подготовленную поверхность рамы. Скорость перемещения пистолета 0,2-0,5 м/с, расстояние до обрабатываемой поверхности 0,25-0,3м, пистолет располагать перпендикулярно к поверхности. Покрытие наносится равномерны слоем, без подтеков. Материал: ГФ-570 РК Оборудование: установка для нанесения лакокрасочный покрытий безвоздушным способом Контроль: толщины покрытия, адгезии и класса покрытия. 025-2 Переход 1 - нанести материал по сухой, освобожденной от пыли и грязи поверхности металла. Подготовленный состав ХС-500 наносим на поверхность защищаемого материала при температуре окружающего воздуха не менее 12 С и относительной влажности воздуха не выше 80%. Переход 2 - сушить окрашенную поверхность. После высыхания одного слоя (1,5 часа при 20С ) наносятся последующие слои. Время высыхания до степени 3 при (20+2)С не более: 1,5 часов. Расход эмали на один слой: 150-200 г/м2 в зависимости от цвета. Толщина одного слоя: около 40 мкм. Материал: грунт-эмаль ХС-500 Оборудование: установка для нанесения покрытий безвоздушным способом. 030 Сушка Сушить окрашенные поверхности Т= не менее 120мин, t=20С Контроль: Секундомер Контроль: контроль степени высыхания на отлип. 035 Окрасочная Переход 1 - снять верхние крышки Переход 2 - приклеить трафорет на борт машины Переход 3 - Нанести лакокрасочное покрытие через трафорет Переход 4 - сушить покрытие и снять трафорет Эмаль наносится на поверхность безвоздушным распылением. При необходимости разбавляется растворителем 646. Расход на однослойное покрытие 170-204 г/м2 Материал: НЦ-1200 Приспособление: установка для нанесения покрытий безвоздушным способом. 040 Нанесение мастики Переход 1 - Покрыть наружную нижнюю часть кузова машины мастикой.. Материал: мастика битумная 22% ГОСТ 3864-75. Оборудование: установка для нанесения покрытий безвоздушным способом. 045 Заготовительная Переход 1 - разметить лист покрытия "Okuslide". Переход 2 - отрезать лист покрытия "Okuslide". Переход 3 - произвести гибку покрытия, по форме защищаемого кузова Оборудование: станок UBS-2300. Приспособление: карандаш механический ГОСТ 19445-93 050 Нанесение покрытия «Okuslide» Переход 1 – поднять верхние крышки и закрепить их. Переход 2 - протереть ветошью внутреннюю поверхность кузова машины. Переход 3 - удалить защитную пленку с покрытия "Okuslode". Переход 4 - наклеить покрытие на заранее подготовленную поверхность. Переход 5 - проверить плотность прилегания визуально. 055 Слесарная Переход 1 - установить уголки Ст3 ГОСТ 14918-80, Переход 2 - прикрепить саморезами ГОСТ 10621-80 Переход 3 - проверить надежность крепления при помощи отверстия Приспособление: Отвертка 3ВН12Х ГОСТ 17199-88\\7810-0918 Контроль: визуальный 060 Контрольная Переход 1 - контролировать качество окраски рабочих органов Переход 2 - контролировать качество окраски рамы Переход 3 - контролировать степень прилегания покрытия к кузову Переход 4 - контролировать качество защиты днища машины Поверхность лакокрасочных покрытий по внешнему виду должна соответствовать требованиям ГОСТ 9.032-74. Для сборочных единиц и деталей устанавливаются следующие классы покрытий: для рамы и кузова – VI класс Цветографическая схема окрашивания должны устанавливаться в нормативно-технической документации на разбрасыватель, утвержденной в установленном порядке. Срок службы лакокрасочного покрытия должен соответствовать сроку службы дл капитального ремонта разбрасывателя минеральных удобрений. Декоративные свойства покрытий должны быть не ниже балла 3, защитные свойства - не ниже балла 1 по ГОСТ 9.407-84 Контроль: внешний вид – визуально, адгезия, твердость. Размер файла: 4,1 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Коррозия и защита от коррозии / Технология противокоррозионной защиты машин по внесению твердых минеральных удобрений (технологическая часть дипломного проекта)
Вход в аккаунт: