
Страницу Назад
Поискать другие аналоги этой работы
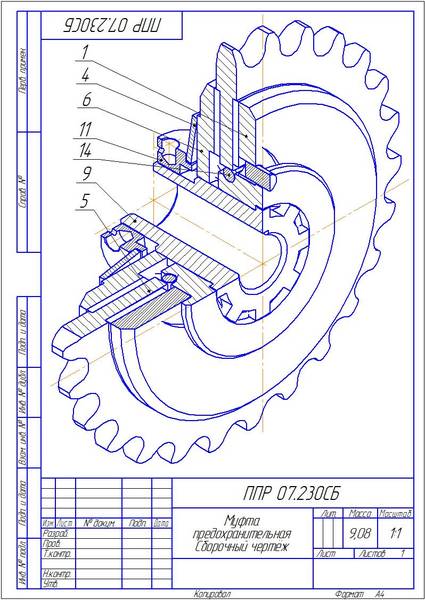
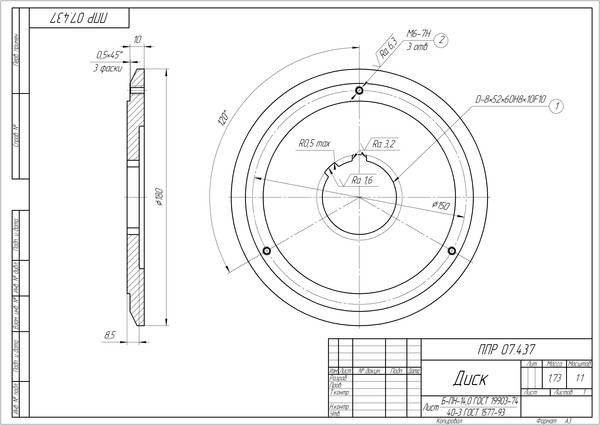
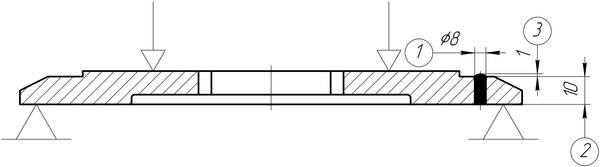
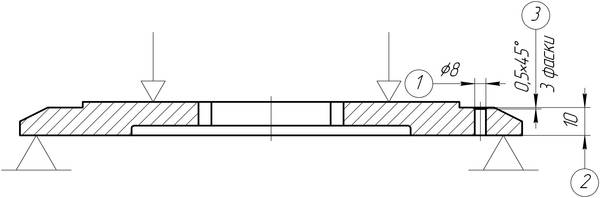
Технологический процесс восстановления фрикционного диска предохранительной муфты пресс-подборщика ППРФ-1.8ID: 190853Дата закачки: 06 Апреля 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Фрикционный диск выбраковывается при наличии следующих дефектов: трещин и изломов в любом месте, а также при значительном износе рабочих поверхностей. Основные дефекты фрикционного диска: 1) Износ шлицевых зубьев по толщине более 10,2 мм происходит по причинам действия силы трения скольжения граничного вида при осевых смещениях шлицевого стержня с воздействием абразивно-коррозионной среды, передачи крутящих моментов со смятием боковых поверхностей шлицевых зубьев, действия ударно-вибрационных нагрузок, а также усталость и старение металла; возможно появление биения и качания диска на шлицевом стержне от действующих нагрузок, что нарушает взаимное центрирование деталей и повышает степень их износа. 2) Срыв или повреждение резьбы М6-7Н является следствием неполной затяжки, нарушения точности сборки резьбового соединения, воздействия коррозионной среды, приложения усилий затяжки более допустимого, старения материала детали, механических повреждений. Следуя рекомендациям приведенным выше составим технологический маршрут восстановления фрикционного диска муфты предохранительной пресс-подборщика ППРФ-1.8-0.1.  005 Сверлильная (рассверлить 3 резьбовых отверстия);  010 Сварочная (заварить 3 резьбовых отверстия);  015 Слесарная (зачистить поверхность заваренных отверстий западлицо);  020 Сверлильная (сверлить 3 отверстия под резьбу, зенковать 3 фаски, нарезать резьбу в трех отверстиях);  025 Слесарная (зачистить шлицы детали до металлического блеска);  030 Наплавочная (наплавить шлицы детали продольными валиками);  035 Токарная (расточить отверстие под шлицы);  040 Протяжная (протянуть шлицы);  045 Контрольная (контролировать размеры). 3.5 Обоснование технологических режимов и расчет норм времени Для выбора режимов обработки, а также нормирования времени на их произведение воспользуемся литературным источником [28]. Расчет произведем для сверлильной и сварочной операций. 3.5.1 Расчет режимов и норм времени на сверлильную операцию Содержание операции: 1 Установить деталь в кондуктор и на стол станка. 2 Рассверлить 3 резьбовых отверстия с  6мм до 8мм. 3 Зенковать 3 фаски 0,5x450 4 Снять деталь со стола станка и кондуктора. Оборудование: 2Г-125 Вертикально-сверлильный станок. Приспособления: кондуктор накладной. Режущий инструмент: сверло 8 -2317-0001-Р18-I ГОСТ4010-88; зенковка 0,5450-2350-0107-Р18 ГОСТ 21582-89. Измерительный инструмент: штангенциркуль ШЦ - I-125-0,1 ГОСТ 166-89. Размер файла: 2,5 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Сельскохозяйственные машины / Технологический процесс восстановления фрикционного диска предохранительной муфты пресс-подборщика ППРФ-1.8
Вход в аккаунт: