
Страницу Назад
Поискать другие аналоги этой работы
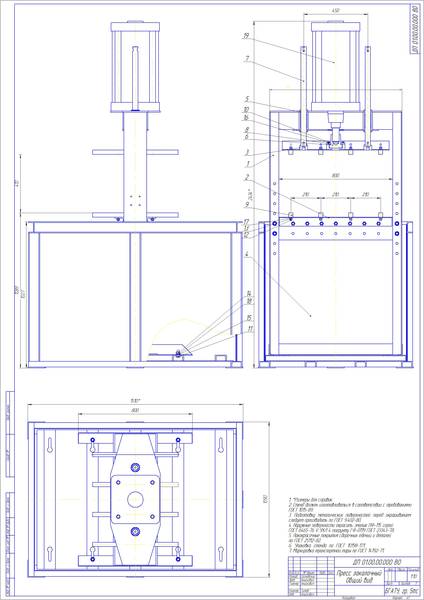
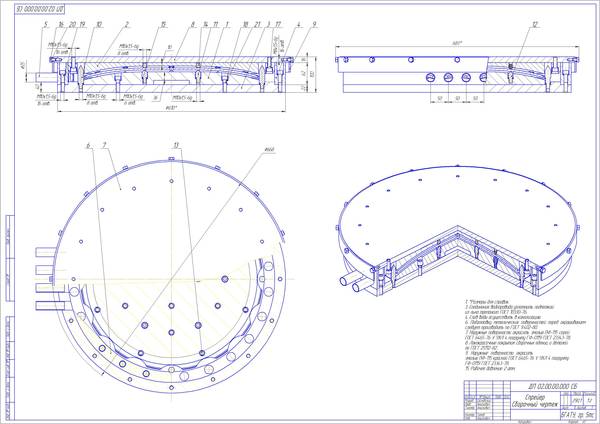


Пресс закалочный для закалки дисков борон (конструкторская часть дипломного проекта)ID: 190863Дата закачки: 06 Апреля 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: 8.1 Обоснование актуальности разработки К преимуществам объемной термической обработки металлов перед местной следует отнести в первую очередь отсутствие по термообрабатываемсму изделию заметного перепада температур, что позволяет избавиться от возникновения при нагреве дополнительных остаточных напряжений. Объемная термическая обработка является единственно возможным методом снятия сварочных напряжений, когда компактная сварная конструкция состоит из большого количества сварных соединений, затрудняющих или делающих невозможным применение местной термической обработки, Недостатками объемной термической обработки является по-требность в специальных дорогостоящих печах с длительным периодом цикла термической обработки и значительным расходом энергоресурсов; кроме того термические печи требуют дополнительной производственной площади. Местная термическая обработка имеет ряд преимуществ перед объемной термической обработкой: не требуется громоздкого и дорогостоящего печного оборудования^ возможность применения (особенно в монтажных условиях) высокоэффективных нагревательных устройств, которые экономичны в части расхода энергоресурсов и обеспечивают быстрый и равномерный нагрев зоны сварки на изделии. Недостатками местной термической обработки является неизбежное появление дополнительных остаточных термических напряжений и ухудшение свойств металла изделия в зонах перепада температур от температуры отпуска до комнатной. Особый интерес представляет промежуточная закалка поверхности изделия водой при помощи спрейера с последующим самоотпуском. Спрейерное охлаждение обеспечивает высокую и равномерною твердость поверхности, обладает высокой производительностью, но часто приводит к образованию закалочных трещин на концентраторах напряжений. В результате кратковременного охлаждения в спрейере происходит промежуточная закалка на определенную глубину охлаждаемой поверхности. Глубинные слои прогретого насквозь изделия при этом сохраняют высокую температуру. В результате последующей выдержки происходит разогрев и самоотпуск закаленного поверхностного слоя на требуемую твердость. После самоотпуска слоя промежуточной закалки производится нагрев под поверхностную закалку. 8.2 Устройство и принцип работы конструкции При закалке во избежание коробления закаленного слоя деталь должна фиксироваться относительно спрейера достаточно точно. Базой при установке детали в закалочное устройство может быть нижний спрейер. Следовательно, его размер должен быть точным и это надо предусмотреть при построении технологического процесса механической обработки. Верхний спрейер также выполнен отдельно и закреплен на направляющих. Прижимное усилие создаёт пневмоцилиндр. Вода подводится к спрейерам через штуцера. На части спрейеров прилегающих к диску выполнены отверстия диаметром 2 мм. По опыту работы на МАЗе для спрейера оптимальными параметрами являются: отверстия 01,8-2,0 мм. просверленные с шагом 4 мм. для одного ряда отверстий и 6 мм -для многорядных спрейеров, при расстоянии между рядами 3 мм и сверлении отверстий в шахматном порядке. При этом для индукционных витков с толщиной стенки более Змм спейерные отверстия делаются ступенчатыми: сначала сверлом 0 2,8-3,3 мм сверлится большая часть толщины витка, а оставшаяся толщина (около 1 мм) - сверлом 01,8-2,0 мм. Такая технологическая последовательность объясняется несколькими причинами: -вязкостью и пластичностью меди при сверлении, в результате которой сверление глубоких отверстий малого диаметра приводит к поломке сверла; ступенчатая форма отверстий обеспечивает снижение сопротивления потоку охлаждающей воды; спрейер со ступенчатой формой отверстий более удобен при чистке и травлении от загрязнений, накапливающихся в результате длительной эксплуатации (рис.8.5). Рисунок 8.5-Штамп для спрейрного охлаждения диска Вода на нагретую поверхность должна подаваться равномерно, под большим давлением через расширяющиеся к выходу патрубки- штуцеры. Площадь сечения водяной камеры индуктора (внутреннее сечение индуктирующего провода) должна быть не менее суммарной площади всех спрейерных отверстий. Размер файла: 4,1 Мбайт Фаил:
Скачано: 1 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Оборудование машиностроительного производства / Пресс закалочный для закалки дисков борон (конструкторская часть дипломного проекта)
Вход в аккаунт: