
Страницу Назад
Поискать другие аналоги этой работы
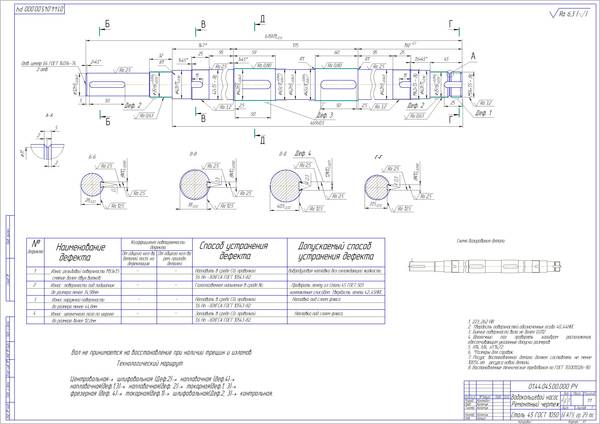
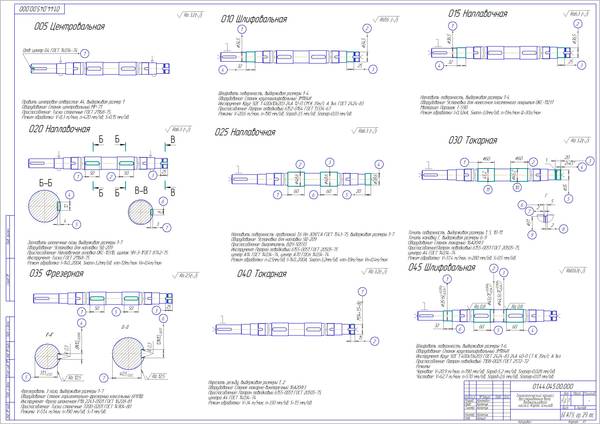

Технологический процесс ремонта вакуумного насоса (технологическая часть дипломного проекта)ID: 191013Дата закачки: 10 Апреля 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: 6. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ВАКУУМНОГО НАСОСА 6.1. Обоснование рациональной последовательности разборки 6.2. Выбор и обоснование оборудования и инструмента. 6.3. Технология дефектации детали 6.3.1. Обоснование способов обнаружения дефектов 6.3.2. Технологический маршрут дефектации 6.4. Проектирование технологического процесса восстановления детали 6.4.1. Анализ конструкции и условий работы детали… 6.4.2. Обоснование способов устранения дефектов и восстановления детали…………. 6.4.3. Выбор технологических баз… 6.4.4. разработка и нормирование технологических операций 6.4. Проектирование технологического процесса восстановления детали. 6.4.1. Анализ конструкции и условий работы детали Конструкционно-технологические особенности детали характеризуются геометрической формой, материалом, точностью и качеством обрабатываемых по¬верхностей, твердостью и структурой материала, видом термической обработки, покрытием поверхностей и т.п. Вал вакуумного насоса НВ-120 изготавливается из стали 40X ГОСТ 1050-88 механической обработкой. Наибольший диаметр вала – ø45 мм. Длина детали -635 мм. Масса детали – 5,9 кг. Твердость обработанных поверхностей вала - не менее 50 HRC. В результате износа, старения и деформации нарушаются размеры поверх¬ностей. В процессе восстановления наряду с доведением размеров поверхностей и шероховатостей до номинальных значений необходимо восстанавливать и их фор¬му. 6.4.4. Разработка и нормирование технологических операций Составление маршрута восстановления детали (разработка последователь¬ности устранения дефектов детали с учетом схем базирования) состоит в разработ¬ке общего плана технологического процесса, содержания операций и выборе типа оборудования. Маршрут восстановления деталей на специализированном ремонтном предприятии начинается с очистки. Затем следует дефектация. Даль¬нейшее построение маршрута должно обеспечивать изменение состояния детали, отвечающей требованиям чертежа. Приступая к составлению технологического маршрута, необходимо опре¬делить план обработки поверхностей - структуру операций. При разработке маршрута руководствуемся следующими правилами: - первыми выполняются операции по восстановлению или изготовлению технологических баз (в нашем случае не требуется); - перед нанесением (наращиванием) покрытий выполняют операции по удалению дефектных слоев металла, восстановлению формы и созданию необходимой шероховатости поверхностей (наращивания поверхностей не производим, поэтому в такой операции нет необходимости); - в первую очередь выполняются операции, вызывающие изменение физико-механических свойств материала, возникновению остаточных напряжений (таких операций не производим); - в дальнейшем предусматриваем операции, устраняющие отрицательное влияние энергетических воздействий (в такой операции нет необходимости); - легкоповреждаемые и точные поверхности обрабатывают в конце маршрута (доводка до требуемой шероховатости раскаткой); - каждая последующая операция должна улучшать качество поверхности; - черновую и чистовую обработки со значительными припусками необходимо выделять в отдельные операции (механические обработки поверхностей проводим с незначительными припусками в один проход). С учетом вышеизложенного составляем маршрут восстановления детали. При наплавке в среде углекислого газа проволокой Нп-40Х13 ГОСТ 10543-82 твердость восстановленной поверхности равна 45-52 HRCэ. Маршрут восстановления детали Техническая норма времени на операции рассчитывается по формуле Тш-к=(То+Тв+Тдоп+Тп-з)/nд, (6.3) где Тш.к - штучно-калькуляционное время, мин; То - основное время, мин; Тв вспомогательное время мин; Тдоп - дополнительное время, мин; Тдоп=К*(То+Тв), (6.4) К - отношение дополнительного времени к оперативному, %; Тп.з -подготовительно-заключительное время, мин; nд - количество деталей в партии (nд=1 шт.). Основным или технологическим называют время, в течение которого про¬исходит изменение формы, размеров, внешнего вида или внутренних свойств дета¬ли в результате какого-либо вида обработки. Вспомогательным называют время, затрачиваемое на различные вспомогательные действия, обеспечивающие выполнение основной работы. К вспомога¬тельным действиям относятся: установка, выверка, крепление и снятие обрабаты¬ваемой детали; настройка оборудования на определенные технологические режи¬мы; управление станком и другим оборудованием; перестановка инструмента и др. Дополнительное время складывается из времени организационно-технического обслуживания рабочего места, времени перерывов на отдых, естест¬венные надобности и производственную гимнастику. Подготовительно-заключительным временем называют время, затрачивае¬мое рабочим на подготовку к определенной работе и выполнения действий, свя¬занных с ее окончанием. Подготовительно-заключительное время включает следующие работы: по¬лучение задания, наряда, инструмента; ознакомление с работой, чертежом (образ¬цом), технологическим процессом, а если его нет - продумывание технологии вы¬полнения работы; инструктаж, получение приспособлений, материала; подготовка рабочего места; наладка или переналадка оборудования, инструмента и приспособ¬лений для выполнения заданной работы; сдача готовых деталей (изделий); сдача инструмента и уборка рабочего места. 005 Наплавочная (дефект 1) Содержание операции:1. наплавить поверхности в среде углекислого газа проволокой наплавочной НП-40Х13 ГОСТ 10543-82, выдерживая размеры d=35мм. Оборудование, приспособления: УД-209, преобразователь ПСГ500, головкаОКС-125 ГОСНИТИ, выпрямитель ВДУ-504, баллон для углекислого газа 40-150. Режимы наплавки принимаем: диаметр проволоки 1,5 мм, поляр-ность - обратная, сила сварочного тока Iсв=170-195А, напряжение U=20-21 В, ско¬рость наплавки Vн=60-80 м/ч, частота вращения детали n=5-7 об/мин, подача S=2-3 мм/об, расход защитного газа (СО2)Q= 8-15 л/мин. 2. . наплавить поверхности в среде углекислого газа проволокой наплавочной НП-40Х13 ГОСТ 10543-82, выдерживая размеры d=35мм. Оборудование, приспособления: УД-209, преобразователь ПСГ500, головкаОКС-125 ГОСНИТИ, выпрямитель ВДУ-504, баллон для углекислого газа 40-150. Режимы наплавки принимаем: диаметр проволоки 1,5 мм, поляр¬ность - обратная, сила сварочного тока Iсв=170-195А, напряжение U=20-21 В, ско-рость наплавки Vн=60-80 м/ч, подача S=2-3 мм/об, расход защитного газа (СО2)Q= 8-15 л/мин. Нормы времени определя¬ем по формулам: Основное время наплавления: То=L*i/n*S, , (6.5) где L-длина наплавляемой поверхности, мм; i -число проходов; n-частота вращения, об/мин; S-шаг наплавки, мм/об. n=1000* Vн/π*d, (6.6) где Vн-скорость наплавки, м/мин; d-номинальный диаметр наплавляемого участка детали, мм. n=1000*11.7/3.14*35=5.3 n=5 об/мин. То=40*2/5*2,5=6,4мин. Вспомогательное время определим по формуле Тв=Тв1+Тв2, (6.7) где Тв1 - вспомогательное время на установку и снятие детали, мин; Тв2- вспомогательное время, связанное с наплавкой, мин. Вспомогательное время будет равно Тв=3+0,9=3,9 мин. Дополнительное время по формуле с учетом того, что Кд=0,15 Тдоп=Топ*Кд/100, (6.8) Топ=То+Тв, (6.9) где Топ-оперативное время. Тдоп=0,15*(6,4+3,9)=1,54 мин. Подготовительно-заключительное время по Тп-з=16мин. Штучно-калькуляционное время по формуле : Тш-к=То+Тв+Тдоп, (6.10) Тш.к = 6,4 + 3,9 + 1,54 = 12,24 мин. 010 Фрезерная (дефект 1, 3) Содержание операции:1. фрезеровать шпоночный паз под углом 90о к изношенному до размера 12 мм. Оборудование, приспособления :станок горизонтально-фрезерный 6Н81Г, фреза дисковая пазовая 2250-0006 ГОСТ 3964-69, штангенциркуль ШЦ-II-250-0,05ГОСТ 166-80. Режимы фрезерования принимаем : глубина резания t=0,5мм, количество зубьев z=22, диаметр фрезы d=12мм, ширина паза b=12мм, подача S=0,44-1,1 мм/об, скорость резания V=43м/мин. 2. . фрезеровать шпоночный паз под углом 180о к изношенному до размера 8 мм. Оборудование, приспособления: станок горизонтально-фрезерный 6Н81Г, фреза дисковая пазовая 2250-0006 ГОСТ 3964-69, штангенциркуль ШЦ-II-250-0,05ГОСТ 166-80. Режимы фрезерования принимаем : глубина резания t=0,5мм, количество зубьев z=22, диаметр фрезы d=8мм, ширина паза b=8мм, подача S=0,44-1,1 мм/об, скорость резания V=43м/мин. Нормы времени определя¬ем по формулам: Основное время фрезерования: То=L*i/ z *Sz* n, где L-расчетная длина обработки, мм; i -число проходов; n-частота вращения фрезы, об/мин; Sz-подача на зуб, мм/зуб (Sz=0,2 мм/зуб); z-число зубьев n=1000* Vр/π*d, где Vр- скорость резания, м/мин; d- диаметр фрезы, мм. n=1000*43/3.14*122=139,9 n=137 об/мин. L=l1+l+l2, где l1-путь врезания режущего инструмента, мм; l2-величина пробега режущего инструмента (l2=3,8мм); l-длина обрабатываемой поверхности, мм. При фрезеровании дисковыми фрезами l1= , где t-глубина резания, мм; D-диаметр фрезы, мм. l1= =7мм, L=7+100+3,8=110,8 То=10,8*15/22*0,2*137=3мин. Вспомогательное время определим по формуле Тв=Тв1+Тв2, где Тв1 - вспомогательное время на установку и снятие детали, мин; Тв2- вспомогательное время, связанное с проходом, мин. Вспомогательное время будет равно Тв=3+0,8=3,8 мин. Дополнительное время по формуле с учетом того, что Кд=7% Тдоп=Топ*Кд/100, Топ=То+Тв, где Топ-оперативное время. Тдоп=0,07*(3+3,8)=0,48 мин. Подготовительно-заключительное время по Тп-з=24мин. Штучно-калькуляционное время по формуле : Тш-к=То+Тв+Тдоп, Тш.к = 3 +3,8 + 0,48 = 7,28 мин. 015 Токарная (дефект 2, 4) Содержание операции: точить наплавленную поверхность до размера d=35,4 мм /предварительно; точить поверхности до размера d=35,1 мм окончательно. Оборудование, приспособления: станок токарно-винторезный 16К20; па¬трон 7108-0028 ГОСТ 2571-71, хомутик 7107-0046, ГОСТ 2578-70, центр А-1-5-Н ГОСТ 8742-75, центр 7032-0048 Морзе 6 ГОСТ3214-79. Режимы резания: подача S=0,6 мм/об (черновое точение) и S=0,15 мм/об (чистовое точение); скорость резания Vр=203м/мин. Нормы времени определя¬ем по формулам: Основное время наплавления: То=L*i/n*S, где L-расчетная длина обработки , мм; i -число проходов; принимаем 2 (черновое точение) и 1 (чистовое точе¬ние); n-частота вращения, об/мин; S-подача, мм/об. n=1000* Vр/π*d, где Vр- скорость резания, м/мин; d- диаметр детали, мм. n=1000*203/3.14*70=923 n=900 об/мин (по паспорту станка) L=l1+l+l2, где l1-путь врезания режущего инструмента, мм (l1=2мм); l2-величина пробега режущего инструмента (l2=3,2мм); l-длина обрабатываемой поверхности, мм. L=2+3,2+70=75,2 мм То=(75,2*2/900*0,6)+ (75,2*1/900*0,15)=6,25мин. Вспомогательное время определим по формуле Тв=Тв1+Тв2, где Тв1 - вспомогательное время на установку и снятие детали, мин; Тв2- вспомогательное время, связанное с наплавкой, мин. Вспомогательное время будет равно Тв=1,6+0,8=2,4 мин. Дополнительное время по формуле с учетом того, что Кд=8% Тдоп=Топ*Кд/100, Топ=То+Тв, где Топ-оперативное время. Тдоп=0,08*(6,25+2,4)=1,7 мин. Подготовительно-заключительное время по Тп-з=12мин. Штучно-калькуляционное время по формуле : Тш-к=То+Тв+Тдоп Тш.к = 6,25 + 2,4 + 1,7 = 10,35 мин. 020 Шлифовальная (дефект 2, 4) Содержание операции: шлифовать поверхности, выдерживая размеры d= 70-0,190 мм и шероховатость 1,25 мкм. Оборудование, приспособления: станок кругло-шлифовальный ЗА164А, полуцентр 7032-0079 Морзе 6 ГОСТ 2576-79, хомутик 7107-0072 ГОСТ 16488-70. Глубина шлифования поверхностей h=0,25 мм. Выбираем режимы шлифования. Для чистовой обработки поперечную подачу (глубину шлифования или величину поперечного перемещения шлифовального круга) определяем по табл. Snonep=0.008 мм/ход. Скорость детали принимаем Vд=15 м/мин. Скорость круга Vкр=28 м/с. По принятой поперечной подаче определим число проходов, необходимое для снятия припуска по формуле i=h/Sпопереч Для чистового шлифования i =0,25/0,008= 31,25 принимаем i=31 Основное время на шлифовальные операции определяем по формуле То=(L*i/Vд)*Кз где Кз - коэффициент зачистных ходов (принимают в пределах 1,2... 1,7 в зависи¬мости от требований к чистоте обработки). Основное время для чистовой обработки То = (0,085*31/6)*1,5 = 1 мин Вспомогательное время определим по формуле Тв=Тв1+Тв2, где Тв1 - вспомогательное время на установку и снятие детали, мин; Тв2- вспомогательное время, связанное с наплавкой, мин. Вспомогательное время будет равно Тв=3,2+1=4,2 мин. Дополнительное время по формуле с учетом того, что Кд=9% Тдоп=Топ*Кд/100, Топ=То+Тв, где Топ-оперативное время. Тдоп=0,09*(1+4,2)=0,47 мин. Подготовительно-заключительное время по Тп-з=8мин. Штучно-калькуляционное время по формуле : Тш-к=То+Тв+Тдоп Тш.к = 1 + 4,2 + 0,47 = 5,67 мин. 025 Токарная (дефект 5 ) Содержание операции: точить наплавленную поверхность до размера d=33 мм. Оборудование, приспособления: станок токарно-винторезный 1А62Г; па¬трон 7108-0028 ГОСТ 2571-71, хомутик 7107-0046, ГОСТ 2578-70, центр А-1-5-Н ГОСТ 8742-75, центр 7032-0048 Морзе 6 ГОСТ13214-79. Резец 2102-0055 Т15К10 (ГОСТ18877-73), микрометр МК50-1 (ГОСТ6507-78) Режимы резания: подача S=0,15 мм/об; скорость резания Vр=173м/мин. Нормы времени определя¬ем по формулам: Основное время наплавления: То=L*i/n*S, где L-расчетная длина обработки , мм; i -число проходов; принимаем 1; n-частота вращения, об/мин; S-подача, мм/об. n=1000* Vр/π*d, где Vр- скорость резания, м/мин; d- диаметр детали, мм. n=1000*173/3.14*33=1240 n=1200 об/мин (по паспорту станка) L=l1+l+l2, где l1-путь врезания режущего инструмента, мм (l1=2мм); l2-величина пробега режущего инструмента (l2=3,2мм); l-длина обрабатываемой поверхности, мм. L=2+3,2+15=20,2 мм То=(75,2*2/900*0,6)+ (75,2*1/900*0,15)=6,25мин. Вспомогательное время определим по формуле Тв=Тв1+Тв2, где Тв1 - вспомогательное время на установку и снятие детали, мин; Тв2- вспомогательное время, связанное с наплавкой, мин. Вспомогательное время будет равно Тв=1,6+0,8=2,4 мин. Дополнительное время по формуле с учетом того, что Кд=8% Тдоп=Топ*Кд/100, Топ=То+Тв, где Топ-оперативное время. Тдоп=0,08*(6,25+2,4)=1,7 мин. Подготовительно-заключительное время по Тп-з=12мин. Штучно-калькуляционное время по формуле : Тш-к=То+Тв+Тдоп Тш.к = 6,25 + 2,4 + 1,7 = 10,35 мин. 030 Контрольная операция Необходимо провести контроль восстановленной детали. Диаметры вала контролируют микрометром с ценой деления 0,01 мм МК 75-2 ГОСТ 6507-78, линейные размеры - штангенциркулем ШЦ-II-250-0.05 ГОСТ 166-80, размеры шпоночного паза –пробкой 8133-01810Д, а шероховатость путем сверки с образцом шероховатости. Принимаем норму времени на выполнение всех несложных контрольных операций в течение Тшт=10 мин. Размер файла: 2,1 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / ЭКСПЛУАТАЦИЯ НАСОСНЫХ И КОМПРЕССОРНЫХ СТАНЦИЙ / Технологический процесс ремонта вакуумного насоса (технологическая часть дипломного проекта)
Вход в аккаунт: