
Страницу Назад
Поискать другие аналоги этой работы
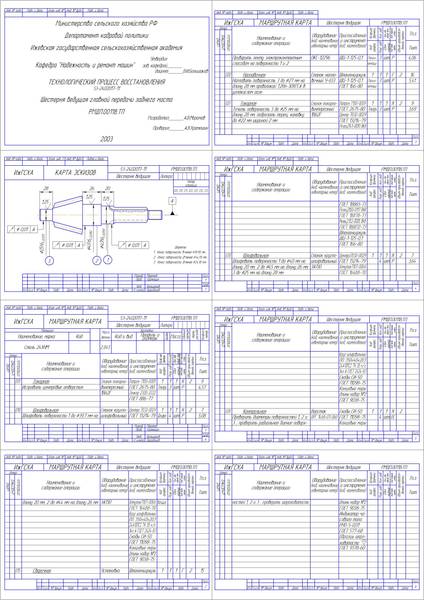
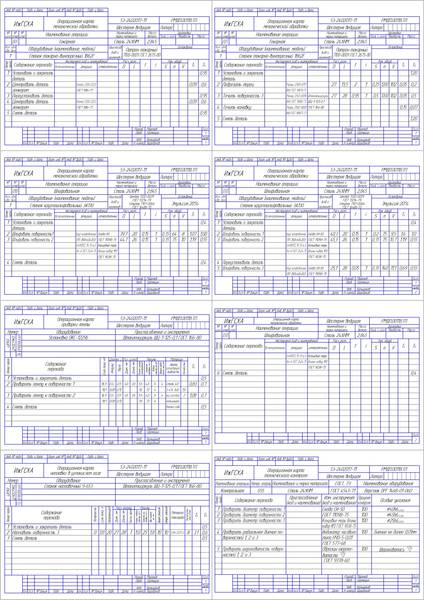
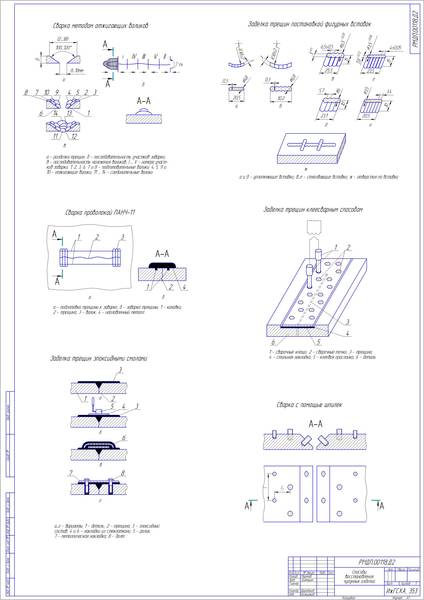
Технологический процесс восстановления шестерни ведущей главной передачи заднего моста ГАЗ-53 (технологическая часть дипломного проекта)ID: 192456Дата закачки: 05 Июня 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: СОДЕРЖАНИЕ 4. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА 4.1. Способы восстановления картера редуктора заднего моста автомобилей 4.2. Описание технологического процесса восстановления шес-терни 4.3. Выбор режима резания, расчет основного и вспомогательного времени 4.1 Способы восстановления картера редуктора заднего моста автомобилей Распространенными дефектами корпусов редуктора заднего моста автомобилей являются трещины и пробоины. Корпус редуктора состоит из чугуна, а сварка чугунных деталей вызывает значительные трудности: - из-за отсутствия площадки текучести у чугуна, хрупкости и неболь-шого предела на растяжение, что часто служит причиной образования тре-щин; - отсутствия переходного пластического состояния при нагреве до плавления: из твердого состояния чугун сразу переходит в жидкое. Жидко-текучесть затрудняет ремонт деталей даже с небольшим уклоном от горизонтального положения; - получения отбеленных участков карбида железа (Fe3C – цементит), трудно поддающихся механической обработке. Чугун можно сваривать дуговой сваркой металлическим или уголь-ным электродом, газовой сваркой, заливкой жидким чугуном, порошковой проволокой, аргонодуговой сваркой и т.д. Выбор способа и метода сварки зависит от требований к соединению. При определении метода учитывают: необходимость механической обработки металла шва и околошовной зоны после сварки, получения однородности металла шва с металлом свариваемых деталей; требования к плотности шва; нагрузки, при которых должны работать детали. Холодную сварку выполняют без предварительного подогрева дета-лей. Не допускаются отбел чугуна и закалка сварного шва. Наплавленный металл должен быть достаточно пластичным. На получение качественного соединения влияют технологические и металлургические факторы. К первым относят силу тока, напряжение дуги и скорость наплавки, ко вторым – графитизацию, удаление углерода и карбидообразование. Сваривать рекомендуется на низких режимах при силе тока 90…10 А электродами с малым диаметром (3 мм), короткими валиками (длиной 40…50 мм), охлаждением детали после наложения каждого валика до температуры 330…340 ˚С. Это позволяет в некоторой степени снизить долю основного металла в металле шва и значение сварочных напряжение посредством проковки валиков шва сразу же после окончания сварки. Чтобы получить более мягкую перлитно-ферритную структуру, необходимо, чтобы процесс графитизации прошел более полно, т. е. до такой стадии, при которой осталось бы мало углерода в связанном состоянии. Ускорению графитизации способствуют такие элементы, как C, Si, Al, Ti, Ni и Cu. Введение в состав наплавочных материалов кислородсодержащих компонентов способствует максимальному удалению избыточного углеро-да. Карбидообразующие элементы W, Cr, V и Mo связывают углерод в труднорастворимые карбиды. Ручную дуговую холодную свару чугуна стальными электродами подразделяют на сварку стальными электродами без специальных покры-тий; с карбидообразующими элементами в покрытии; с окислительными покрытиями. Стальными электродами без специальных покрытий сваривают тогда, когда не требуется механическая обработка и не оговариваются плотность и прочность соединения. В качестве электродного материала для сварки малоуглеродистых сталей применяют электроды Э-34 и Э-42. Основной ее недостаток – появление трещин и отбеленных структур в самом шве и околошовной зоне. В конце 50-х годов изобретателем Л. И. Вититловым была предложена сварка методом отжигающих валиков, позволившая расширить возможности использования стальных электродов. Ее сущность состоит в следующем. Трещину предварительно разделывают (РМДП.00118.Д2). Наносят короткими участками (15…25 мм) вразброс вначале на одну кромку разделанной трещины подготовительные отжигающие валики,, а затем на другую, не соединяя их. Валики наплавляют высотой 4…5 мм снизу, покрывая предыдущий на 60…70 %. После того как они будут наложены по всей длине трещины, деталь охлаждают до температуры 70…80 ˚С, а затем заваривают также вразброс промежутки между ними соединительными валиками. Исследования распределения твердости шва показали, что с использованием отжигающих валиков она снижается на 20…25 HRC. Это происходит за счет уменьшения содержания карбидных структур в переходной зоне. Шов свободно поддается механической обработке резанием. Его прочность и плотность удовлетворительные. Недостаток способа – весьма высоки трудоемкость процесса и квалификация сварщика. При холодной сварке чугуна широко используют проволоки ПАНЧ-11 и ПАНЧ-12. Установлено, что наличии большого количества никеля при сочета-нии с редкоземельными элементами (литий, церий и др.) позволяет получить пластичный, без трещин и пор метал шва. В зоне сплавления отсутствует ледебурит. Разработана высокоэффективная технология заварки трещин в стенках корпусных деталей. Она заключается в следующем. Трещины заваривают проволокой ПАНЧ-11 на обратной полярности. Режим сварки: I = 100…140 А, U = 14…18 В, v = 0,15…0,25 см/с, диаметр проволоки 1,4 мм. Место расположения трещины зачищают до металлического блеска. Рядом с трещиной по обе стороны от нее на расстоянии 7…10 мм шлифовальным кругом разделывают канавку по всей длине трещины (РМДП.00118.Д2). Глубина разделки 1,5…3 мм и ширина 3…5 мм. Заваривают короткими участками (20…50 мм) поперек трещины с заполнением металлом подготовленных канавок. Валики накладывают поочередно от краев трещины к середине. Каж-дый из них охлаждают до температуры 40…60 ˚С, прежде чем будет нанесен последующий. Обязательное условие – перекрытие предыдущего валика последующим на 1/3 его ширины. Разделанные канавки вдоль трещины служат упорами в усадке шва и стягивают ее. Данный способ удовлетворяет требованиям на сварной шов по герметичности и прочности. Сварка с помощью шпилек требует специальной подготовки изделий под сварку. Этим способом восстанавливают ответственные изделия как малых, так и больших габаритов, работающие при значительных нагрузках и не требующие обработки после сварки. При этом способе кромки свариваемых деталей скашивают под углом 45˚ (при толщине детали свыше 5…6 мм). Общий угол разделки должен составлять 90˚. В подготовленных кромках просверливают отверстия и нарезают резьбу. В отверстия ввертывают шпильки из низкоуглеродистой стали. Шпильки располагают в шахматном порядке. Они могут быть разных диаметров в зависимости от толщины свариваемых деталей; при толщине свариваемых деталей до 10 мм диаметр шпилек не должен превышать 6мм. При большей толщине свариваемых деталей диаметр шпилек ориентировочно выбирают по табл. 4.1. При этом в разделку устанавливают шпильки большего диаметра, а около разделки ставят шпильки меньшего диаметра. Высота возвышения шпилек над поверхностью свариваемого металла должна быть 0,5…1,0 диаметра шпильки. Перед сваркой шпильки плотно ввертывают в тело свариваемого металла. Глубина посадки шпилек должна составлять 1…2 диаметра шпильки. Разделка кромок может быть V- и X-образная. Наи-более часто применяют V-образную разделку на половину толщины свариваемого металла. Подготовленный под сварку с ввернутыми шпильками металл должен быть очищен от грязи, масла, влаги и литейной корки. Таблица 4.1. Диаметр шпилек в зависимости от толщины сва-риваемых чугунных деталей, мм Толщина свари-ваемого металла Диаметр шпильки Расстояние между шпильками l l1 10…20 20…25 25…30 ≥ 30 10 12 14 16 40…60 48…50 50…56 50…80 5…10 10…12 12…15 15…20 Сварку выполняют на постоянном или переменном токе с использова-нием электродов с защитно-легирующими покрытиями типов Э42, Э42А, Э50 и Э50А. При толщине металла до 5 мм диаметр электрода берут 3…4 мм, при толщине 5…10 мм диаметр электрода 4…5 мм. Ориентировочный режим сварки следующий: Диаметр электрода, мм 3 4 5 Сила тока, А 90…100 130…160 180…200 В процессе сварки вначале обваривают шпильки кольцевыми швами затем заполняют участки между обваренными шпильками. После этого за-плавляют уже всю разделку. При выполнении всех перечисленных операций сварку нужно вести коротки участками по 10…150 мм, чтобы не разогревать сильно изделие. Во избежание коробления количество наплавленного металла должно быть минимальным, тонкостенные изделия рекомендуется перед сваркой закреплять. Картеры редукторов так же ремонтируют с использованием эпоксид-ных смол. Широко используют эпоксидную смолу ЭД-16 – прозрачную вязкую массу светло-коричневого цвета. В герметически закрытом сосуде при комнатной температуре она может храниться продолжительное время. Смола отвердевает под действием отвердителя. В качестве последнего служат алифатические амины (полиэтиленполиамин), ароматические амины (АФ-2), низкомолекулярные полиамиды (Л-18, Л-19 и Л-20). Самым распространенным считается полиэтиленполиамин – вязкая жидкость от светло-желтого до темно-бурого цвета. Чтобы повысить эластичность и ударную прочность отвержденной эпоксидной смолы, следует вводить в ее состав пластификатор, например дибутилфталат – желтоватую маслянистую жидкость. С помощью наполнителей улучшаются физико-механические, фрикционные или антифрикционные свойства, повышаются теплостойкость и теплопроводность и снижается стоимость. К ним относят чугунный, железный и алюминиевый порошки, асбест, цемент, кварцевый песок, графит, стекловолокно и др. Эпоксидную композицию готовят следующим образом. Разогревают тару с эпоксидной смолой ЭД-16 в термошкафу или емкости с горячей во-дой до температуры 60…80 ˚С и наполняют ванночку необходимым коли-чеством смолы. В последнюю добавляют небольшими порциями пластификатор (дибутилфталат), тщательно перемешивая смесь в течение 5…8 мин. Далее так же вводят наполнитель и перемешивают 8…10 мин. Приготовленный состав можно хранить длительное время. Непосредственно перед его использованием вливают отвердитель и перемешивают в течение 5 мин, после чего эпоксидная композиция должна быть использована в течение 20…25 мин. Трещины длиной до 20 мм заделывают следующим образом. С помощью лупы 8…10-кратного увеличения определяют границы трещины и на ее концах сверлят отверстия диаметром 2,5…3 мм. Затем по всей длине снимают фаску под углом 60…70˚ на глубину 1,0…3,0 мм. Если толщина детали менее 1,5 мм, то снимать фаску не рекомендуется. Зачищают поверхность на расстоянии 40…50 мм от трещины до ме-таллического блеска. Обезжиривают поверхности трещины и зачищенного участка, протирая их смоченным в ацетоне тампоном. После просушивания в течение 8…10 мин поверхность детали вновь обезжиривают и вторично просушивают. Деталь устанавливают так, чтобы поверхность с трещиной длиной до 20 мм находилась в горизонтальном положении, и наносят шпателем эпок-сидный состав на поверхности трещины и зачищенного участка (РМДП.00118.Д2). Трещину длиной 20…150 мм заделывают так же, но после нанесения эпоксидного состава на нее дополнительно укладывают накладку из стеклоткани. Последняя перекрывает трещину со всех сторон на 20…25 мм. Затем накладку прикатывают роликом. На ее поверхность наносят слой состава и накладывают вторую накладку с перекрытием первой на 10…15 мм. Далее прикатывают роликом и наносят окончательный слой эпоксидного состава. На трещины длиной более 150 мм наносят эпоксидный состав с нало-жением металлической накладки и закреплением ее болтами. Подготовка поверхности и разделка трещины такие же, что и для трещины длиной менее 150 мм. Накладку изготавливают из листовой стали толщиной 1,5…2 мм. Она должна перекрывать трещину на 40…50 мм. В накладке сверлят отверстия диаметром 10 мм. Расстояния между их центрами вдоль трещины 60…80 мм. Центры должны отстоять от краев накладки на расстоянии не менее 10 мм. Накладку устанавливают на трещину. Кернят центры отверстий на детали, снимают накладку, сверлят отверстия диаметром 6,8 мм и нарезают в них резьбу 1М8×1. Поверхности детали и накладки зачищают до металлического блеска и обезжиривают. Далее наносят на них слой эпоксидного состава. Размещают накладку на деталь и заворачивают болты, предварительно покрыв резьбовые поверхности тонким слоем эпоксидного состава. Сущность способа устранения трещин постановкой фигурных вставок заключается в стягивании трещины путем запрессовки вставки в предварительно подготовленный в детали паз. Вставки изготавливают из малоуглеродистой стали. Трещины длиной до 50 мм устраняют только стягивающими фигурными вставками, а более 50 мм – стягивающими и уплотняющими вставками. Технология заделки трещин фигурными вставками заключается в следующем. Отступив от конца трещины в сторону ее продолжения на 4…5 мм, сверлят первое отверстие диаметром 4.8 мм для деталей с толщиной стенки до 12 мм и диаметром 6,8 мм – больше 12 мм на глубину соответственно 3,5 и 6,5 мм. В просверленное отверстие устанавливают фиксатор специального кондуктора и сверлят второе отверстие. Затем переставляя фиксатор кондуктора, сверлят необходимое число отверстий по всей трещине. Кроме того, поперек трещины через каждые пять отверстий сверлят по два отверстия с каждой стороны трещины. Продувают отверстия сжатым воздухом. Поверхность отверстий и вставок обезжиривают ацетоном и смазывают эпоксидным компаундом. Устанавливают в паз сначала поперечные, а затем продольные вставки, расклепывают их и зачищают заподлицо с поверхностью детали. Аналогично устраняют короткие трещины стягивающими вставками. Поперек трещины с помощью специального кондуктора сверлят шесть от-верстий (по три с каждой стороны трещины) диаметром 3,5 мм с шагом 4,2 мм на глубину 10 мм. Перемычку между отверстиями удаляют специальным пробойником, создавая канавку шириной 1,8 мм. Паз продувают воздухом. Поверхности паза и вставки обезжиривают, смазывают эпоксидным компаундом, запрессовывают вставку в паз, расклепывают ее и зачищают. Трещина стягивается за счет разности шага (0,2мм) между отверстиями паза и цилиндрами вставки. Клеесварной способ заделки трещин применяют в двух вариантах. В первом варианте трещину подготавливают к сварке и заваривают. Затем сварной шов и околошовную поверхность шириной 40…50 мм по обе стороны очищают от шлака, брызг, зачищают до металлического блеска, обезжиривают ацетоном и наносят тонкий слой состава на основе эпоксидной смолы с наполнителем. После отверждения проверяют герметичность заделки трещин. За счет полимерного состава кроме герметизации повышается усталостная прочность шва и возможна его защита от коррозии. Разработан новый вариант клеесварного способа заделки трещин в чугунных деталях, основанный на использовании двух разнородных технологических процессов: контактной точечной сварки и склеивания. При этом способе поверхность вокруг трещин на 40…45 мм зачищают шлифовальным кругом или металлической щеткой на глубину 0,3…0,6 мм, концы трещины засверливают сверлом диаметром 2…4 мм. Поверхность обдувают сжатым воздухом, обезжиривают ацетоном и наносят на нее тонкий (0,3…0,6 мм) слой клеевой композиции. Затем на клеевой слой заранее изготовленную и обезжиренную стальную накладку и приваривают ее контактным точечным способом (РМДП.00118.Д2), в результате чего образуется клеесварное соединение. Накладку изготавливают из малоуглеродистой стали (сталь 10 или 20) с таким расчетом, чтобы она перекрыла трещину на 15…20 мм по длине и на 30…40 мм по ширине. Толщину накладки выбирают в зависимости от марки чугуна и толщины стенки детали, исходя из условия обеспечения равнопрочности соединения и основного металла; обычно она равна 0,6…2,0 мм при толщине стенок 5…20 мм. В качестве клея используют специальные композиции на основе эпок-сидной смолы, например: смола ЭД-20 – 100 частей; полиэтиленполиамин – 12; растворитель тиокол – 20; пластификатор винилокс – 20; чугунный порошок – 50 частей. Существующие клеевые композиции, применяемые для заделки трещин, непригодны для приварки стальной накладки к чугуну по жидкому слою. Сварной шов делают не сплошным, а сварочными точками, располо-женными в шахматном порядке по обе стороны трещины. Расстояние меж-ду рядами 20…25 мм, шаг между точками 25…35 мм. Режим сварки зависти от толщины накладки. При толщине 1 мм сила тока сварки 10,5…11,0 кА; усилие сжатия электродов 2,3…2,8 кН; длительность сварочного импульса 0,25…0,30 с; длительность сжатия электродов 0,72…0,76 с; сила тока отжига – 8,9…9,0 кА; длительность отжига 0,45…0,48 с. Для приварки накладок используют сварочную машину К-264-УЗ и сварочные клеши К-243В. Диаметр электродов равен 5…6 мм. При сварке точками можно формировать соединение без значительного термического влияния на металл детали. Клеевая прослойка воспринимает часть нагрузки, приложенной к со-единению, разгружая сварочные точки, и обеспечивает герметичность со-единения. Все это приводит к высокой прочности соединения. По сравне-нию с дуговой или газовой сваркой рассмотренный способ улучшает условия труда и в 2…3 раза повышает его производительность, обеспечивает возможность заделки трещин как в тонкостенных, так и в толстостенных деталях без разделки трещин. Трудоемкость восстановления детали уменьшается более чем в 5 раз по сравнению с креплением стальной накладки болтами или винтами, себестоимость заделки трещин в 4,7 раза меньше, чем при сварке проволокой ПАНЧ-11. 4.2. Описание технологического процесса восстановления шестерни Шестерня ведущая изготовлена из легированной стали 24 ХНМ, масса детали 2,845 кг. Технологический процесс восстановления шестерни состоит из семи операций. Токарные операции выполняются на токарно-винторезном станке (модель 1В62Г), используются резцы с твердосплавной пластиной ВК8. Шлифовальные операции выполняются на круглошлифовальном станке (модель 3А130). Электроимпульсная приварка ленты осуществляется на установке ОКС-12296. Наплавка в среде углекислого газа осуществляется на станке наплавочном У-653. Конечная операция – контрольная. 4.3. Выбор режима резания, расчет основного и вспомага-тельного времени Установим технологическую последовательность операций восстановления детали и сделаем необходимые расчеты: Токарная (005) Переход 1. (Установить и закрепить деталь): По [14] определяется вспомогательное время на установку и сня-тие детали при точении в самоцентрирующем патроне с выверкой по мелку при массе детали до 3 кг Тв = 0,95 мин. Переход 2. (Центровать деталь): Основное время центровки детали [14] составит То = 0,09 мин. Вспомогательное время связанное с проходом [14] Тв = 0,6 мин. Переход 3. (Переустановить деталь): Тв = 0,95 мин. Переход 4. (Центровать деталь): То = 0,09 мин, Тв = 0,6 мин. Переход 5. (Снять деталь): Тв = 0,95 мин. Шлифовальная (010) Переход 1. (Установить и закрепить деталь): Тв = 0,4 мин. Переход 2. (Шлифовать поверхность 1): Определим припуск на обработку по формуле [14] h = (D – d) / 2, (4.1) где D – диаметр детали до обработки, мм; d – диаметр детали после обработки, мм. h = (40 – 39,7) / 2 = 0,15 мм. Из [14] подача S = 0,35 мм/об; V = 8 м/мин. Определим число оборотов детали по формуле [14] n = 318 , (4.2) где V – скорость шлифования, м/мин. d – диаметр обрабатываемой поверхности, мм. n = 318  8 / 40 = 63,6 об/мин. Принимаем паспортное значение числа оборотов n = 64 об/мин. Основное время вычисляется по формуле [14]: То = , (4.3) где L – длина обрабатываемой поверхности, мм; i – число проходов; n – число оборотов в минуту, об/мин; S – подача, мм/об, (S = 0,35 мм/об); Кз – коэффициент зачистных ходов, Кз = 1,2 [14]. То = мин. Из [14] Тв = 1,0 мин. Переход 3. (Шлифовать поверхность 2): h = (45 – 44,7) / 2 = 0,15 мм; S = 0,35 мм/об; V = 10 м/мин; n = 318  10 / 45 = 70,67 об/мин (принимаем n = 75 об/мин); То = мин; Тв = 0,55 мин. Переход 4. (Снять деталь): Тв = 0,4 мин. Сварочная (015) Переход 1. (Установить и закрепить деталь): Тв = 0,5 мин. Переход 2. (Приварить ленту к поверхности 1): Определим число оборотов детали по формуле [14] n = 318 , (4.4) где V – окружная скорость детали, м/мин, (принимаем V = 0,8 м/мин [13]); d – диаметр привариваемой поверхности, мм. n = 318  0,8 / 39,7 = 6,4 об/мин (принимаем n = 6 об/мин). Основное время рассчитывается по формуле [14]: Tо = , (4.5) где L – ширина привариваемой поверхности, мм; i – число проходов (i = 1); n – число оборотов детали, об/мин; S – шаг приварки, мм/об (S = 4 мм/об). То = 20  1 / (6  4) = 0,83 мин. Тв = 0,7 мин. Переход 3. (Приварить ленту к поверхности 2): V = 0,8 м/мин [13] n = 318  0,8 / 44,7 = 5,7 об/мин (принимаем n = 6 об/мин). То = 26  1 / (6  4) = 1,08 мин. Тв = 0,7 мин. Переход 4. (Снять деталь): Тв = 0,5 мин. Наплавочная (020) Переход 1. (Установить и закрепить деталь): Тв = 0,5 мин. Переход 2. (Наплавить поверхность 3): Определим число оборотов детали по формуле [14] n = 318 , (4.6) где V – окружная скорость детали, м/мин, (принимаем V = 0,4 м/мин [13]); d – диаметр наплавляемой поверхности, мм. n = 318  0,4 / 25 = 5 об/мин. Основное время рассчитывается по формуле [14]: Tо = , (4.7) где L – ширина наплавляемой поверхности, мм; i – число проходов (i = 1); n – число оборотов детали, об/мин; S – шаг наплавки, мм/об (S = 1,8 мм/об). То = 28  1 / (5  1,8) = 3,1 мин. Тв = 0,6 мин. Переход 3. (Снять деталь) Тв = 0,5 мин. Токарная (025) Переход 1. (Установить и закрепить деталь): По [14] определяется вспомогательное время на установку и сня-тие детали при точении в самоцентрирующем патроне с поджатием задним центром с выверкой по мелку при массе детали до 3 кг Тв = 1,20 мин. Переход 2. (Подрезать торец): Принимаем глубину резания t = 2мм, и весь припуск снимаем за один проход (i = 1). Из [14] по характеру обработки и диаметру обрабатываемой детали выбираем подачу S = 0,25 мм/об. Скорость резания выбираем V =220 м/мин. Введя поправку Км =1,31 (см. [14]), получаем V = 220  1,31 = 288 м/мин. Определим число оборотов по формуле, [14] n = 318 , (4.8) где V – скорость резания, м/мин. d – диаметр обрабатываемой поверхности, мм. n = 318  288 / 27 = 3392 об/мин. Принимаем максимальное паспортное значение числа оборотов n = 1200 об/мин без изменения глубины резания и подачи, скорость V = 102 м/мин Определяем расчетную длину обрабатываемой поверхности по формуле [14]: L = D / 2, (4.9) где D – диаметр обрабатываемой детали, мм; L = 27 / 2 = 13,5 мм. Основное время рассчитывается по формуле [14]: Tо = , (4.10) где L – расчетная длина обрабатываемой поверхности, мм; i – число проходов; n – число оборотов шпинделя (детали), об/мин; S – подача, мм/об. То = 13,5  1 / (1200  0,25) = 0,05 мин. Вспомогательное время, связанное с проходом при подрезке торца детали на станке (см. [14]) Тв = 0,2 мин. Переход 3. (Точить поверхность 3): Определим припуск на обработку по формуле [14] h = (D – d) / 2, (4.11) где D – диаметр детали до обработки, мм; d – диаметр детали после обработки, мм. h = (27 – 25,1) / 2 = 0,95 мм. Назначаем глубину резания t = 0,95 мм, тогда число проходов [14]: i = . (4.12) i = 0,95 / 0,95 = 1 Из [14]: S = 0,5 мм/об. Из [14], введя поправочный коэффициент, находим V = 187 м/мин. Подставляя в формулу (4.8), получим n = 318  187 / 27 = 2202 об/мин. Принимаем максимальное паспортное значение n = 1200 об/мин, скорость составит V = 102 м/мин. Длина обрабатываемой поверхности L = 28 мм. Основное время, согласно формуле (4.12) То = мин. Согласно [14] Тв = 0,5 мин. Переход 4. (Точить канавку): При проточке канавок работа производится с ручной переменной подачей и без изменения числа проходов предыдущей или последующей обработки. В связи с этим режим резания при этом не устанавливается. Ос-новное время на проточку канавок [14] То = 0,15 мин Вспомогательное время Тв = 0,07 мин. Переход 5. (Снять деталь) Тв = 1,20 мин. Шлифовальная (030) Переход 1. (Установить и закрепить деталь): Тв = 0,4 мин. Переход 2. (Шлифовать поверхность 1): h = 0,3 мм; S = 0,2 мм/об; V = 10 м/мин; n = 318  10 / 40,3 = 78,9 об/мин (принимаем n = 75 об/мин, V = 9,5 м/мин); То = мин; Тв = 1,0 мин. Переход 3. (Шлифовать поверхность 2): h = 0,3 мм; S = 0,35 мм/об; V = 10 м/мин; n = 318  10 / 45,3 = 70,2 об/мин (принимаем n = 75 об/мин, V = 10,7 м/мин); То = мин; Тв = 0,55 мин. Переход 4. (Переустановить деталь): Тв = 0,4 мин. Переход 5. (Шлифовать поверхность 3): h = 0,1 мм; S = 0,35 мм/об; V = 10 м/мин; n = 318  10 / 25,1 = 126,7 об/мин (принимаем n = 140 об/мин, V = 11,1 м/мин); То = мин; Тв = 0,55 мин. Переход 6. (Снять деталь) Тв = 0,4 мин. Контрольная (035) Переход 1. (Проверить диаметр поверхности 1): диаметр 40 мм; Переход 2. (Проверить диаметр поверхности 2): диаметр ; Переход 3. (Проверить диаметр поверхности 3): диаметр 45 мм; Переход 4. (Проверить радиальное биение поверхностей 1, 2 и 3): не более 0,01 мм; Переход 5. (Проверить шероховатость поверхностей 1, 2 и 3): Rа = 1,25 мкм. Определяем полное основное и вспомогательное время на операциях: - 005: То005 = ∑То = 0,09 + 0,09 = 0,18 мин; Тв005 = ∑Тв = 0,95 + 0,6 + 0,95 + 0,6 + 0,95 = 4,05 мин. - 010: То010 = ∑То = 1,07 + 1,19 = 2,26 мин; Тв010 =∑Тв = 0,8 + 0,4 + 0,4 + 0,4 = 2,4 мин. - 015: То015 = ∑То = 0,83 + 1,08 = 1,91 мин; Тв015 = ∑Тв = 0,5 + 0,7 + 0,7 + 0,5 = 2,4 мин. - 020: То020 = ∑То = 3,1 мин; Тв020 = ∑Тв = 0,5 + 0,6 + 0,5 = 1,6 мин. - 025: То025 = ∑То = 0,05 + 0,05 + 0,15 = 0,25 мин; Тв025 = ∑Тв = 1,20 + 0,2 + 0,5 + 0,07 + 1,20 = 3,17 мин. - 030: То030 = ∑То = 1,16 + 1,19 + 0,69 = 3,04 мин; Тв035 = ∑Тв = 0,4 + 1,0 + 0,55 + 0,4 + 0,55 + 0,4 = 3,3 мин. Оперативное время вычисляется по формуле [14]: Топ = То + Тв. (4.13) Топ005 = 0,18 + 4,05 = 4,23 мин; Топ010 = 2,26 + 2,4 = 4,66 мин; Топ015 = 1,19 + 2,4 = 3,59 мин; Топ020 = 3,10 + 1,60 = 4,70 мин; Топ025 = 0,25 + 3,17 = 3,42 мин; Топ030 = 3,04 + 3,3 = 3,34 мин. Дополнительное время находится из выражения: Тдоп = Топ  К / 100, (4.14) где К – процентное отношение дополнительного времени к оперативно-му, (см. [14]). Тдоп005 = 4,23  8 /100 = 0,34 мин; Тдоп010 = 4,66  9 /100 = 0,42 мин; Тдоп015 = 3,59 × 13 / 100 = 0,47 мин; Тдоп020 = 4,70 × 15 / 100 = 0,71 мин; Тдоп025 = 3,42 × 8 / 100 = 0,27 мин; Тдоп030 = 3,34 × 9 / 100 = 0,30 мин. Штучное время определяется по формуле [14]: Тшт = Топ + Тдоп (4.15) Тшт005 = 4,23 + 0,34 = 4,57 мин; Тшт010 = 4,66 + 0,42 = 5,08 мин; Тшт015 = 3,59 + 0,47 = 4,06 мин; Тшт020 = 4,70 + 0,71 = 5,41 мин; Тшт025 = 3,42 + 0,27 = 3,69 мин; Тшт030 = 3,34 + 0,30 = 3,64 мин. Норма времени находится, как [14]: Тн = Тшт + Тпз / nшт, (4.16) где Тпз – предварительное заключительное время (см. [14]), мин; nшт – количество деталей в партии. Тн005 = 4,57 + 9 / 2 = 9,07 мин; Тн010 = 2,08 + 7 / 2 = 5,58 мин; Тн015 = 4,06 + 15 / 2 = 11,56 мин; Тн020 = 5,41 + 16 / 2 = 13,41 мин; Тн025 = 3,69 + 9 / 2 = 8,19 мин; Тн030 = 3,64 + 7 / 2 = 7,14 мин. Размер файла: 3,1 Мбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Ремонт, техобслуживание машин и механизмов / Технологический процесс восстановления шестерни ведущей главной передачи заднего моста ГАЗ-53 (технологическая часть дипломного проекта)
Вход в аккаунт: