
Страницу Назад
Поискать другие аналоги этой работы
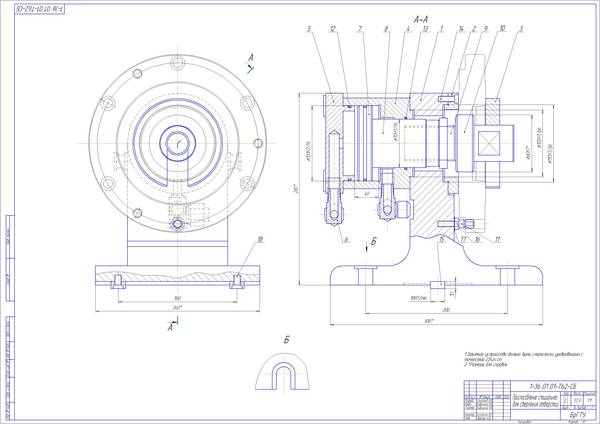
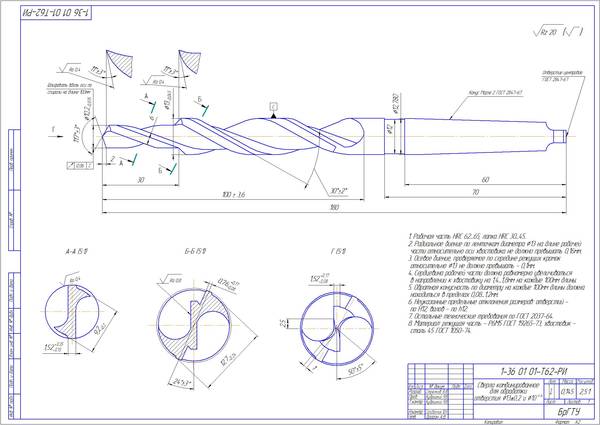
Приспособление для сверления отверстий (конструкторская часть дипломного проекта)ID: 192461Дата закачки: 05 Июня 2018 Продавец: maobit (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Содержание 2 Расчет и проектирование средств технологического оснащения 2.1 Расчет и проектирование станочного приспособления для сверления отверстий 2.1.1Служебное назначение и описание конструкции приспособление 2.1.2 Расчёт сил зажима заготовки… 2.1.4 Расчёт приспособления на точность… 2.1.5 Расчёт приспособления на прочность… 2.1 Расчет и проектирование станочного приспособления для сверления отверстий 2.1.1 Служебное назначение и описание конструкции приспособления Приспособление применяется при сверлении отверстий и предназначено для базирования заготовки (рисунок 2.1) плоскостью (установочная база: опорные точки 1, 2, 3), цилиндрической поверхностью (двойная опорная база: опорные точки 4 и 5), внутренней цилиндрической поверхностью (опорная база, опорная точка 6) и для закрепления силами Р1, Р2, …, Рn, направленных по нормали к установочной базе. Данное приспособление является специальным и предназначено для установки на агрегатном станке АБ 3182. Приспособление является одноместным. Рисунок 2.1 Схема базирования заготовки Приспособление (рисунок 2.2) содержит корпус 1, опорную шайбу 2, срезанный палец 3, пневмоцилиндр 4 со штоком 5, быстросъемная шайба 6, а также две шпонки: 7 и 8, служащие для базирования самого приспособления на станке. В приспособлении заготовку отверстием устанавливаем на шток 5 и доводим до контакта с опорной шайбой (опорные точки 1, 2, 3 на рисунке 1.1) и два цилиндрических пальца: центральный (опорные точки 4, 5 на рисунке 2.1) и срезанный (опорная точка 6 на рисунке 2.1). После чего устанавливаем быстросъемную шайбу 6 на шток и зажимаем заготовку с помощью пневмосистемы. Рисунок 2.2 Приспособление специальное с механизированным приводом. 2.1.2 Расчет сил зажима заготовки Цилиндрическая заготовка радиусом R установлена на оправку и находится под действием момента сил обработки Мр. Создаваемые силой Q и моментами трения Мтр1 (в контакте опорной шайбы с левой торцевой поверхностью заготовки) и Мтр2 (в контакте быстросъемной шайбы с правой торцовой поверхностью заготовки) противодействуют повороту заготовки. Рисунок 2.3 Схема действия сил и моментов. Под действием сил резания заготовка может провернуться или опрокинуться. В нашем случае, опрокидывание менее вероятно, поэтому силу зажима будем рассчитывать в случае когда может возникнуть проворт. Условие равновесия (неподвижности): , (2.1) где k – коэффициент запаса, k = 2,6; f2 – коэффициент трения, f1 = 0,15; Rср2 – средний радиус быстросъемной шайбы, Rср2 = 0,06м. Произведем расчет момента резания при одновременном сверлении двух отверстий Ø19,45 мм, т.к. эти отверстия самые большие, а значит и момент резания будет самым большим. Момент резания Мр найдем по следующей формуле: (2.2) Значение подачи Sо выбираем по таблице 1.12, Sо=0,35мм/об; Коэффициенты и показатели степеней определяем по таблицам [14]: СМ = 0,0345; у = 0,8; q = 2,0; Коэффициент, учитывающий условия обработки: КР= КМР; КМР определяется по формуле: (2.3) Значит сила создаваемая штоком пневмоцилиндра: Рассчитаем диаметр пневмоцилиндра, для создания необходимого усилия. Определяем диаметр цилиндра D (для тянущего): , (2.4) , (2.5) Получаем: где P—давление в пневмосистеме (P = 0,5 МПа);  = 0,9—КПД пневмоцилиндра; Q– усилие на штоке. мм; В качестве силового привода выбираем пневмоцилиндр диаметром 120 мм. 2.1.3 Расчет приспособления на точность Цель расчета приспособления на точность заключается в определении требуемой точности изготовления приспособления по выбранному точностному параметру и задании допусков размеров деталей и элементов приспособления. На точность будем рассчитывать оправку, по которой базируется заготовка при сверлении. Погрешность ее изготовления, допустимую для выдерживания позиционного допуска определим по формуле: , (2.6) где — выдерживаемый допуск соосности заготовки и приспособления, =0,29 мм; —коэффициент, учитывающий отклонения рассеивания значений составляющих величин от закона нормального распределения, =1,1 [5]; —коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках, =0,85 [5]; —коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, независящими от приспособления, =0,7 [5]; —погрешность базирования, =0, т.к. технологическая и измерительные базы совпадают; —погрешность закрепления, εб = 0,160мм [5]; —погрешность установки приспособления на станке, =0,08мм [5]; —погрешность от перекоса инструмента из-за неточности изготовления направляющих элементов приспособления, =0, так как в приспособлении отсутствуют направляющие элементы; —экономическая точность обработки, =0,250мм [5]; —погрешность положения рабочих поверхностей рабочих элементов в результате их изнашивания в процессе эксплуатации приспособления, мм; Погрешность от изнашивания установочных элементов определяем по формуле: εu = , (2.7) где u – величина износа, мм; n – количество замен данного элемента приспособления в год, n = 4; Величину износа можно определить по формуле : u = •N, (2.8) где:  - постоянная, зависящая от вида установочных элементов и условий контакта (выбирается по [5]),  = 0,005; N – годовой объем выпуска изделий, N=25000; После подстановки получим : u = 0,00525000 = 125 мкм; Тогда погрешность от изнашивания: εu = мм. Теперь зная все составляющие выражения (2.6) найдем погрешность приспособления: мм Таким образом, данное приспособление позволяет обеспечить необходимую точность обработки поверхностей. 2.1.4 Расчет приспособления на прочность Проанализировав конструкцию приспособления, можно прийти к выводу, что одними из наиболее нагруженных элементов является винт (М48), соединяющая шток пневмоцилиндра и оправку по которой базируется заготовка, и испытывающая воздействие силы зажима Q. Данная сила нагружает соединение в плоскости стыка деталей, соответственно винты работают на растяжение. Материал винта – Ст 5; допустимое напряжение среза [τср]=80 МПа. Винты рассчитываем на прочность под действием силы Q=5546 Н. Расчет напряжения растяжения осуществляем по формуле: (2.9) где Q – растягивающая сила, Н; d – диаметр стержня винта, d=46,5 мм; [τср] – допускаемое напряжение растяжения; для стали 5 [τср]=80 МПа. Тогда минимальный размер опасного сечения: Поскольку используемый диаметр стержня винта 46,5 мм больше рассчитанного минимально допустимого размера 9,4 мм, то можно сделать вывод о том, что винты (М48) можно использовать в конструкции данного приспособления. Размер файла: 1,1 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Оборудование машиностроительного производства / Приспособление для сверления отверстий (конструкторская часть дипломного проекта)
Вход в аккаунт: