
Страницу Назад
Поискать другие аналоги этой работы
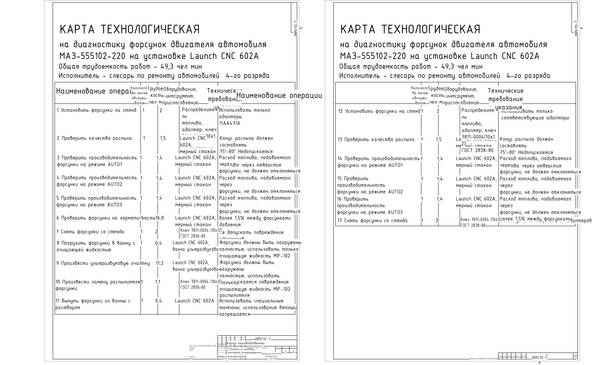
Технологический процесс диагностики форсунок на установке Launch CNC-602A (технологический раздел дипломного проекта)ID: 192512Дата закачки: 06 Июня 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Описание: 8 Разработка технологического процесса диагностики форсунок В системе впрыска форсунки являются основным исполнительным устройством, которое выдает определенную дозу топлива (в зависимости от сигналов с контроллера управления двигателем) и распыляет его на мелкие частицы вблизи впускного клапана каждого цилиндра двигателя. Отметим три основных параметра, которые очень важны в реальных условиях эксплуатации: производительность форсунки (пропускная способность в открытом состоянии при рабочем давлении в см3/мин), факел распыления, характеризующийся углом распыления в градусах и дисперсностью частиц топлива, герметичность сопряжения седло - клапан. Установлено, что когда топливо распыляется на частицы диаметром менее 15мкм, то его смешивание с воздухом происходит на молекулярном уровне, топливо - воздушная смесь получается однородной и наиболее полно сгорает в цилиндрах двигателя, обеспечивая ему максимальную мощность и крутящий момент. На седлах форсунок и на сопряженных с ними поверхностях запорных клапанов со временем образуются смолистые отложения, и запорный клапан не может плотно сесть на седло. В результате форсунка теряет герметичность и после остановки двигателя топливо капает во впускной коллектор, где испаряется, что приводит к трудному пуску горячего двигателя. Смолистые отложения уменьшают и проходное сечение сопла форсунки. В результате уменьшается производительность форсунки и изменяется факел распыления. Есть еще одна деталь в форсунке, которая загрязняется смолистыми отло-жениями, мелкими механическими включениями и запирается попавшей в нее водой - это входной фильтр. Он очень маленьких размеров и соответственно с маленькой фильтрующей поверхностью. Маленькие ячейки сетки не пропускают воду и механические загрязнения, которые под давлением бензонасоса прошли через магистральный топливный фильтр. Грязь и вода очень часто закупоривают фильтр, и топливо вообще не проходит через форсунку. Процесс загрязнения входных сеток форсунок идет интенсивно при заправке автомобиля на АЗС, где нет фильтров для отделения воды и механических примесей, при нерегулярной смене магистрального топливного фильтра, чем большее давление развивает бензонасос и чем большую он имеет производительность. Вот почему входная сетка форсунки центрального впрыска, имея сравнительно большую фильтрующую поверхность и работающая при сравнительно низком давлении (0,8 - 1,2 кгс/см2) при тех же неблагоприятных условиях засоряется несравнимо реже. Внешние проявления на автомобиле, с форсунками которого происходят вышеописанные процессы. Трудный пуск двигателя, особенно с наступлением холодов, когда испаряемость топлива ухудшается, провал в динамике разгона, слабая динамика в движении, повышенный расход топлива, неустойчивая работа двигателя на холостом ходу. Здесь следует отметить, что такие проявле-ния могут быть и по другим причинам. Например, провал может быть по причине недостаточного давления в системе впрыска или дефекта в датчике положения дроссельной заслонки, повышенный расход топлива из-за вышедшего из строя лямбда - зонда и многим другим причинам. Если в арсенале СТО имеется мотор-тестер, то косвенно состояние форсу-нок можно определить в процедуре, где измеряются пробивные напряжения искровых промежутков свечей зажигания Известно, что величина пробивного напряжения зависит не только от величины компрессии в цилиндрах и зазоров в свечах, но и от состава топливо-воздушной смеси возле электродов свечи в момент пробоя. Если смесь «бедная» то пробивные напряжения будут большими (порядка 10…12кВ), и наоборот, при «богатой» смеси будут маленькими (порядка 2…3кВ). Если после этого выкрутить свечи и визуально осмотреть состояние керамических изоляторов на центральных электродах свечей, то прямым подтверждением состояния форсунок будет черный изолятор до самого основания, где смесь богатая, седой изолятор, где смесь бедная и светло-коричневый где смесь нормальная. Полученная таким образом информация не дает ответа, какая у форсунок производительность, но чтобы принять решение - чистить, вполне достаточная. Есть еще один способ оценить состояние форсунок с помощью мотор - тестера или осциллографа. Для этого необходимо измерить длительность импульса впрыска на форсунках в режиме холостого хода (при исправном лямбда - зонде на полностью прогретом двигателе). Эта длительность при засоренных форсунках будет в среднем на 20% больше номинального значения. Привести номинальные значения хотя бы на наиболее распространенные автомобили не позволяет размер статьи, поэтому рекомендую набрать статистику самостоятельно. Теперь о самой процедуре чистки. Прежде всего, следует сказать о том, что существует два способа чистки. Первый - это когда форсунки чистятся на работающем двигателе. Второй - это когда форсунки извлекаются из двигателя и чистятся отдельно от него. Каждый из этих способов имеет свои достоинства и недостатки. Достоинства первого способа - довольно несложная процедура, небольшие затраты времени и невысокая стоимость работы. Одновременно с форсунками чистятся от нагара впускные клапаны, камеры сгорания, днища поршней, освобождаются закоксованные кольца и выравнивается компрессия по цилиндрам. Все это вместе способствует более полному наполнению цилиндров свежей топливо - воздушной смесью, уменьшается склонность двигателя к калильному зажиганию, которое губительно для двигателя в режиме больших нагрузок и высоких оборотов коленвала. Недостаток способа - нет объективных данных о производительности форсунок, факеле распыления и о чистоте форсунок можно судить только по лучшей работе двигателя и динамике автомобиля. Достоинства второго способа - есть объективные данные о состоянии форсунок после извлечения их из двигателя, и чистить их можно до тех пор, пока не будут получены требуемые параметры. Недостаток способа - часто довольно сложная операция по снятию форсунок т.к. приходится снимать часть навесного оборудования вплоть до впускного коллектора, большие затраты времени и соответственно выше стоимость работ, форсунки ставятся обратно чистыми, а все остальное (клапаны, поршни, кольца, камеры сгорания) остались со смолистыми отложениями и нагаром. В результате полностью не наступает ожидаемый эффект. Поэтому принимать решение, каким способом чистить, нужно сообразуясь с конкретными условиями возникновения проблемы. Например, если форсунки не чистились 100 тыс. км. пробега и более, или проблемы возникли после очередной заправки (а замена фильтра ничего не изменила) или после заливки в бак присадок к топливу, то о первом способе нужно сразу забыть. Если форсунки регулярно чистились (примерно через 20 тыс.км.) и есть уверенность в том, что в бак не попадала грязь и вода, нет глубокого провала а только неустойчивый холостой ход - то можно рекомендовать первый способ. Теперь коротко рассмотрим саму процедуру чистки форсунок. Так как существует два способа чистки то и оборудование для этих целей выпускается двух типов. Первый тип - для чистки форсунок на работающем двигателе. Существует довольно большое количество установок различных производителей. Все они близки по конструкции и конечному результату и отличаются только ценой. По принципу действия их можно разделить на два класса. Первый - это когда моющая жидкость к форсункам подается давлением сжатого воздуха (от ручного насоса либо компрессора). Например, на таком принципе работает установка JET CLEAN фирмы LIQUI MOLY (Германия) и применяется моющая жидкость этой же фирмы в виде концентрата емкостью 0,5 л, который перед применением в нужной пропорции разбавляется бензином. На другом принципе - подаче моющей жидкости к форсункам с помощью бензонасоса работает установка фирмы WYNN\'S (США), где применяется моющая жидкость этой же фирмы уже готовая к применению емкостью 1л. Процедура чистки (независимо от типа установки) начинается с отключения двух топливопроводов от рамки с форсунками и подключения к ней установки с помощью комплекта переходников и отключению штатного бензонасоса. Далее на установке создается рабочее давление и запускается двигатель. Экспериментально установлено, что лучший эффект наблюдается когда соблюдается следующий технологический цикл: 15мин. двигатель работает в основном на холостом ходу с периодическим резким повышением до 3000…3500об/мин., затем 30 мин. отстаивается и затем вновь работает 15мин. в режиме первого цикла. В среднем на эту процедуру уходит 1,5часа. Второй тип оборудования - для чистки форсунок снятых с двигателя. Здесь также имеется достаточно большое количество установок различных производителей. Они также близки по конструкции и конечному результату, но еще больше отличаются между собой ценой по сравнению с установками первого типа. Все они позволяют измерить производительность форсунок, проверить факел распыления и очистить форсунки с помощью ультразвуковой кавитации в специальной ванночке с моющим раствором. К этому типу относятся установки NA4DFV, ASNU01-SK и ряд других. Процедура чистки (независимо от типа установки) начинается со снятия форсунок с двигателя, измерения производительности, очистки и последующего контрольного замера производительности. 8.1 Обзор аналогов и прототипов 8.1.1 Установка для тестирования и очистки форсунок Launch CNC-602A Рисунок 8.1 – Установка для тестирования и очистки форсунок Launch CNC-602A Настольная установка CNC-602A предназначена для диагностики и ком-плексного обслуживания топливных систем а/м (до 6 форсунок). Выполняет следующие функции: - диагностика электромагнитных и механических форсунок автомобилей - ультразвуковая очистка форсунок - промывка топливных систем а/м с очисткой впускных клапанов и камер сгорания при помощи сольвента без демонтажа деталей двигателя. Возможности CNC-602A идентичны с установкой CNC-801A, однако есть некоторые отличия: - пульт управления вместе с топливной рампой и тестовыми колбами скомпонован в корпусе без защитной шторки - адаптеры, шланги и малогабаритные комплектующие установки размещены в отдельном пластиковом чемодане - сокращенный комплект адаптеров: в базовый комплект входят адаптеры для тестирования наиболее популярных типов э/м форсунок с верхней подачей топлива и двух типов механических форсунок (K-, KE-Jetronic) - максимальное давление топлива 4 бара - механический манометр для контроля давления топлива Технические характеристики: - питание: ~220В, 50Гц - рабочая частота излучателя: 36Гц - мощность УЗ-излучателя: 100Вт - давление тестовой жидкости: 0-0,4МПа - точность установки давления: 0,004МПа - диапазон оборотов: 1-9990 об/мин - точность установки числа оборотов: 10 об/мин - длительность импульса форсунок: 1-25 мсек - точность установки импульсов: 0,1мсек - размеры: 385х410х500мм - вес: 35кг 8.1.2 Установка для очистки форсунок Launch CNC-801A Рисунок 8.2 – Установка для тестирования и очистки форсунок CNC-801A Мобильный рабочий пост LAUNCH CNC-801A предназначен для диагностики и комплексного обслуживания топливных систем а/м (до 8 форсунок). CNC-801A выполняет следующие функции: - диагностика электромагнитных и механических форсунок автомобилей - ультразвуковая очистка форсунок (с помощью УЗ-ванны) - промывка топливных систем а/м с очисткой впускных клапанов и камер сгорания при помощи сольвента без демонтажа двигателя Преимущества CNC-801: - объективная оценка состояния электромагнитных форсунок путем тестирования при условиях, аналогичных реальным - очистка с применением двух технологий: химической и ультразвуковой - контроль качества очистки Возможности установки CNC-801A: - диагностика практически любых типов существующих автомобильных форсунок (электромагнитных и механических, с боковым и верхним подводом топлива) визуально по факелу распыла, по расходу, по синхронности срабатывания - ультразвуковая очистка форсунок в специальной ванне - промывка топливных систем с одновременной очисткой впускных клапанов и камер сгорания при помощи специального сольвента непосредственно на автомобиле, без демонтажа каких-либо деталей Особенности CNC-801A: - моделирование реальных параметров работы в процессе испытаний в соответствии с особенностями конкретной системы управления двигателем (число оборотов 1-9990 об/мин, давление топлива 0-6,5 бар, время впрыска 1-25мс) - имитация динамических режимов работы двигателя - режимы AUTO1, AUTO2, AUTO3 - адаптивное управление током в соответствии с сопротивлением электрической обмотки форсунок (не требуется изменение рабочего напряжения форсунок) - автоматизированный возврат тестовой жидкости из измерительных колб в исходную емкость при помощи кнопки DRAIN - шторка-жалюзи помогает содержать тестовую часть в чистоте и предо-храняет от повреждений - выдвижная полка - удобный доступ к УЗ-ванне - стойка с закрывающейся дверью снижает уровень шума при работе ультразвукового генератора - конструкция топливной рампы позволяет работать с любыми форсунками - как с верхним, так и с боковым подводом топлива, в том числе с новейшими типами (GDI, HPI , FSI...) - подсветка тестовых колб люминесцентной лампой для удобства оценки результатов тестирования - адаптеры для тестирования большинства существующих механических и электромагнитных форсунок входят в комплект - набор адаптеров для промывки топливных систем непосредственно на автомобиле входят в комплект Технические харатеристики - питание: ~220В, 50Гц - рабочая частота излучателя: 36Гц - мощность УЗ-излучателя: 100Вт - давление тестовой жидкости: 0-0,65мПа - точность установки давления: 0,004мПа - диапазон оборотов: 1-9990 об/мин - точность установки числа оборотов: 10 об/мин - длитеьность импульса форсунок: 1-25 мсек - точность установки импульсов: 0,1мсек - размеры: 500х530х1400мм - вес: 80кг 8.1.3 Установка для тестирования и очистки форсунок ASNU 01 Рисунок 8.3 – Установка для тестирования и очистки форсунок ASNUC 01 Установка для диагностики и промывки форсунок, производства англий-ской компании ASNU - мирового лидера в данной области. Функциональное назначение установки: - визуальный контроль факелообразования и распыла топлива инжекторами при работе на различных режимах (имитация различных частот вращения коленвала и нагрузки на двигатель); - проверка герметичности клапанов инжекторов в закрытом состоянии; - измерение давления открытия клапанов механических инжекторов; - диагностика обмоток электромагнитов инжекторов при работе на различных режимах; - измерение производительности (топливоподачи) инжекторов; - ультразвуковая промывка инжекторов; Особенности установки: - тестирование и обслуживание до 8 форсунок (SPI, GDI, MPI...) одновре-менно - цифровой ЖК дисплей с подсветкой - пленочная клавиатура управления - возможность выбора языка в меню управления - диапазон давлений 0 - 10 бар - длительность импульса 1 - 12 мс - регулятор давления тествой жидкости с кнопкой «BOOST» - универсальная топливная рампа для форсунок с верхней подачей топлива - комплект адаптеров для форсунок прочих типов - диапазон оборотов: 600 - 20000 об/мин - встроеннная система УЗ-очистки форсунок - широкий диапазон динамических и статических тестов - проверка динамического сопротивления форсунок - счетчик количества срабатывания форсунок - отображение скважности - обслуживание ЛЮБЫХ типов форсунок (автомобильные, мотоциклетные, судовые и др. двигатели) Технические характеристики: - вес: в упаковке 55 кг, без упаковки 40 кг - размеры: в упаковке 67х57х83 см, без упаковки 56х43х70 см - напряжение питания: от ~98 до ~250 В - рабочее напряжение: 12 В Оборудование для диагностики и промывки инжекторов ASNU имеет рекомендации Robert Bosch GmbH и успешно эксплуатируется во всем мире дилерскими и независимыми авторемонтными предприятиями. 8.2 Описание форсунки автомобиля МАЗ-555102-220 Форсунка предназначена для дозирования и тонкого распыления топлива в сторону впускного клапана цилиндра двигателя. Форсунка представляет собой прецизионный гидравлический клапан с приводом от быстродействующего электромагнита. Упрощенно конструктивная схема включает игольчатый клапан и электромагнит в общем корпусе. В обесточенном состоянии обмотки электромагнита клапан прижат пружиной к седлу клапана. Концы обмотки электромагнита выведены наружу через изолированные от корпуса электрические контакты. Топливо от топливной рампы через входной штуцер подводится вовнутрь корпуса форсунки через дополнительный сетчатый фильтр, предохраняющий полость форсунки, распылитель и отверстие клапана от загрязнения. Дозирующее сечение рас-пылителя представляет собой кольцевую щель шириной 0,085 мм. При постоянном относительном давлении топлива в магистрали и напряжения питания электромагнита объем дозируемого топлива пропорционален длительности управляющего импульса включения форсунки. Длительность импульса управления форсункой (длительность впрыска) колеблется от сотен миллисекунд на запуске двигателя до нескольких миллисекунд на режиме холостого хода. В режиме ЭПХХ блок управления отключает форсунки, прекращая подачу топлива в двигатель, что обеспечивает дополнительную экономию топлива. Конструктивно электромеханизм состоит из следующих элементов: - корпус с впускным и выпускным штуцерами, внутри которого размещены подпружиненный игольчатый клапан и обмотка электромагнита; - уплотнительные резиновые кольца на концах штуцеров; - двухконтактная вилка соединителя, опрессованная в корпусе. Параметры электромеханизма - статическая производительность: 2,595 г/с. - активное сопротивление обмотки: 16±1 Ом. - индуктивность обмотки на частоте 100 Гц: 12±2 мГн, - напряжение электропитания: 6...18 В. - ход запорного элемента: 0,16 мм. - время срабатывания клапана: 1,5 мс. - время отпускания клапана: 1,3 мс [14]. Форсунка 267.1112010-21 используемая в двигателях МАЗ-555102-220 представлена на рисунке 8.4. Рисунок 8.4— Форсунка 267.1112010-21 (BOSCH) 8.3 Диагностика форсунок на установке Launch CNC-602A 8.3.1 Режимы работы: - ультразвуковая очистка форсунок: полное удаление органических отложений за один прием с помощью излучателя мощностью 100 Вт. - проверка баланса производительности и факела распыла: одновременное измерение относительной и индивидуальной производительности 6-ти форсунок. - проверка герметичности: Проверяется визуально при максимально допустимом рабочем давлении. - проверка расхода: соответствие производительности форсунки паспортному значению проверяется установкой требуемого давления и длительности впрыска на панели прибора и последующим контролем объема пропущенной форсункой жидкости. - автоматическая проверка: проверка форсунок при имитации режимов работы на автомобиле. - промывка на автомобиле: позволяет чистить форсунки и систему подачи топлива автомобиля. Подсоединение прибора к топливной системе любого автомобиля крайне несложно и позволяет экономить время. Соответствующий набор адаптеров входит в комплект поставки. 8.3.2 Состав установки Установка CNC-602A имеет настольный вариант исполнения. 1 – клапан сброса давления; 2 – мерный стакан; 3 – панель управления; 4 – корпус; 5 – разъем управления форсунками; 6 – манометр; 7 – выключатель подсветки; 8 – выключатель питания; 9 – плавкий предохранитель; 10 – разъем питания; 11 – сборка распределителя топлива; 12 – т-образный распределитель; 13 – бак; 14 – индикатор уровня жидкости/Сливной шланг; 15 – насос; 16 – наполнительное отверстие; 17 – возвратный шланг; 18 – фильтр; 19 – быстроразъемный соединитель; 20 – датчик уровня топлива. Рисунок 8.5 – Состав установки Launch CNC-602A Рисунок 8.6 – Панель управления Панель управления разделена на пять функциональных блоков Таблица 8.1 – Функциональные блоки управления 8.3.3 Процесс проверки и промывки форсунок Подготовка: 1) Снять форсунку с автомобиля. Осмотреть уплотнительное кольцо форсунки, если имеются повреждения, заменить его. Очистить форсунку от осадков масла, затем поместить в емкость с очистителем или бензином и промыть ее с помощью куска ткани. 2) Включить установку с помощью выключателя на боковой стенке. 3) Проверить уровень проверочной жидкости, дополнить если необходимо. Обычно бак наполняется до ½ емкости. 4) Наполнить ультразвуковую ванну очищающей жидкостью так, чтобы форсунки полностью помещались с объем жидкости. 5) Выбрать переходники для подключения форсунок. Последовательность операций: Полный цикл обслуживания форсунок состоит из следующих операций: – ультразвуковая очистка; – проверка производительности и факела распыла; – проверка герметичности; – проверка расхода; – автоматическая проверка После окончания работ – нажать кнопку [Drain], чтобы опустошить мерные стаканы. – выключить питание и отключить провод от сети переменного тока. – слить жидкость из ультразвуковой ванны и протереть ванну с помощью куска ткани. – протереть панель управления CNC-602A с помощью куска ткани. – слить проверочную жидкость из бака установки в емкость, чтобы избежать испарения. 8.3.4 Ультразвуковая очистка Ультразвуковая ванна использует принцип кавитационной очистки по-верхности и способность звуковой волны проникать в отверстия и очищать изделия сложной формы. Последовательность: 1) Подключить кабели питания установки и ультразвуковой ванны. 2) Наполнить ультразвуковую ванну необходимым количеством жидкости, так чтобы уровень жидкости был на 20мм выше игольчатого клапана форсунки. 3) Установить предварительно отмытые инжекторы на полку с отвер-стиями в ультразвуковой ванне. 4) Соединить каждую форсунку с прибором при помощи кабеля. 5) Включить выключатель питания ультразвуковой ванны. 6) Выбрать [Ultrasonic cleaning] к колонке режимов работы на панели управления с помощью кнопки “ ”. Выбрать [Timer] в колонке параметров, и установить время очистки (значение по умолчанию составляет около 10 минут) колонке установки значения. Нажать кнопку [Run] для включения ультразвукового излучателя. 7) По истечении времени CNC-602A автоматически отключит ультразвуковой излучатель и подаст звуковой сигнал. 8) Снять форсунки с ультразвуковой ванны и очистить их с помощью куска ткани. 8.3.5 Проверка баланса производительности и факела распыла Данный режим работы позволяет сравнить относительную производи-тельность всех форсунок, установленных на одном двигателе и проверить соответствие их характеристик паспортным данным. Помогает выявить отличия производительности, вызванные засорением или неисправностью форсунок. Установка и проверка форсунок с верхней подачей топлива 1) Подобрать заглушки для неиспользуемых отверстий распределителя топлива и установить на них соответствующие уплотнительные кольца. Рекомендуется смазывать уплотнительные кольца небольшим количеством масла. Установить заглушки на распределитель. 2) Установить прижимные планки и зафиксировать их с помощью болта. 3) Подобрать необходимые адаптеры для форсунок и установить их на распределитель топлива. 4) Установить форсунки в нормальном (рабочем) положении на распределитель топлива (рекомендуется смазать уплотнительные кольца форсунок). 5) Установить распределитель топлива на установку с помощью регу-лируемых шпилек и рифленых гаек. 6) Подключить форсунки к кабелю управления. 7) Перед выполнением проверки, опустошить мерные стаканы, нажав кнопку [Drain]. 8) Выбрать режим работы [Uniformity/Sprayability test] на панели управления, установить значения параметров впрыска, нажать кнопку [Run] для начала проверки (переключение между режимами проверки факела распыла и баланса производительности осуществляется с помощью кнопки [Drain]). 9) По завершении проверки CNC-602A автоматически остановит работу и подаст звуковой сигнал. Установка и проверка форсунок с боковой подачей топлива 1) Подобрать необходимые адаптеры для форсунок с боковой подачей топлива и установить уплотнительные кольца на них. Смазать уплотнительные кольца небольшим количеством масла. 2) Установить форсунки в адаптеры и установить их на распредели-тель топлива. 3) Установить крестообразные планки и зафиксировать их с помощью болтов. 4) Установить распределитель топлива на установку и зафиксировать его с помощью двух рифленых болтов. 5) Подключить кабель управления форсунками. 6) Перед выполнением проверки, опустошить мерные стаканы, нажав кнопку [Drain], если необходимо. 7) Выбрать режим работы [Uniformity/Sprayability test] на панели управления, установить значения параметров впрыска, нажать кнопку [Run] для начала проверки (переключение между режимами проверки факела распыла и баланса производительности осуществляется с помощью кнопки [Drain]). 8) По завершении проверки CNC-602A автоматически остановит работу и подаст звуковой сигнал. 8.3.6 Обратная промывка Обратная промывка форсунок осуществляется при использовании соответствующих адаптеров в режиме проверки баланса производительности и факела распыла [Uniformity/Sprayability test]. При обратной промывке удаляются внутренние загрязнения форсунки. Процесс обратной промывки: 1) Подобрать заглушки для неиспользуемых отверстий распределителя топлива и установить на них соответствующие уплотнительные кольца. Рекомендуется смазывать уплотнительные кольца небольшим количеством масла. Установить заглушки на распределитель. 2) Установить прижимные планки и зафиксировать их с помощью болта. 3) Подобрать адаптеры для обратной промывки и уплотнительные кольца и установить их под распределителем топлива. 4) Установить форсунки в обратном направлении (выходным вверх). 5) Подобрать проставку, в соответствии с формой форсунки и установить ее под форсункой. 6) Установить распределитель топлива и форсунки на установку. Зафиксировать распределитель с помощью шпилек, рифленых гаек и болтов. 7) Подключить кабель управления форсунками. 8) Установить значения параметров впрыска и нажать [Run] для начала проверки. 9) После окончания промывки CNC-602A автоматически прекратит работу и подаст звуковой сигнал. 8.3.7 Проверка герметичности Тест позволяет определить герметичность иглы при заданном давлении жидкости. Последовательность операций: 1) Перед выполнением проверки нажать кнопку [Drain], чтобы опусто-шить мерные стаканы, если необходимо. 2) Выбрать [Leakage test] на панели управления и нажать кнопку [run] для начала проверки. Регулировка давления осуществляется с помощью кнопок [decrease pressure]/[increase pressure] во время выполнения проверки. Рекомендуется устанавливать давление на 10% выше указанного производителем автомобиля. 3) По завершении проверки CNC-602A автоматически остановит работу и подаст звуковой сигнал. 8.3.8 Проверка производительности форсунки Режим позволяет измерить реальную производительность форсунки в рабочих условиях (измерить количество топлива, которое дозирует форсунка за 15 секунд) и проверить ее соответствие паспортным данным. Причиной несоответствия производительности может быть загрязнение или несоответствие электрических параметров форсунки. Последовательность операций: 1) Перед выполнением проверки нажать кнопку [Drain], чтобы опусто-шить мерные стаканы, если необходимо. 2) Выбрать [Injecting flow test] на панели управления и нажать кнопку [run] для начала проверки. 3) Отрегулировать давление с помощью кнопок [decrease pres-sure]/[increase pressure] в соответствии со спецификацией. 4) По завершении проверки CNC-602A автоматически остановит работу и подаст звуковой сигнал. 8.3.9 Автоматическая проверка Данная функция позволяет проводить в автоматическом режиме тестирование форсунок по процедурам: баланс, распыление, герметичность, производительность. Что позволяет сэкономить время и провести полную диагностику форсунок при симуляции различных режимов работы двигателя, в один прием. Последовательность операций: 1) Перед выполнением проверки нажать кнопку [Drain], чтобы опустошить мерные стаканы, если необходимо. 2) Выбрать [Auto. test] на панели управления и установить давление жидкости в соответствии со спецификацией на форсунку, выбрать режим проверки (1, 2, или 3), нажать кнопку [Run] для начала теста. 3) Регулировка давления жидкости возможна с помощью кнопок [de-crease pressure]/[increase pressure] во время тестирования. 4) По завершении проверки CNC-602A автоматически остановит работу и подаст звуковой сигнал. Размер файла: 12,7 Мбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Ремонт, техобслуживание машин и механизмов / Технологический процесс диагностики форсунок на установке Launch CNC-602A (технологический раздел дипломного проекта)
Вход в аккаунт: