
Страницу Назад
Поискать другие аналоги этой работы
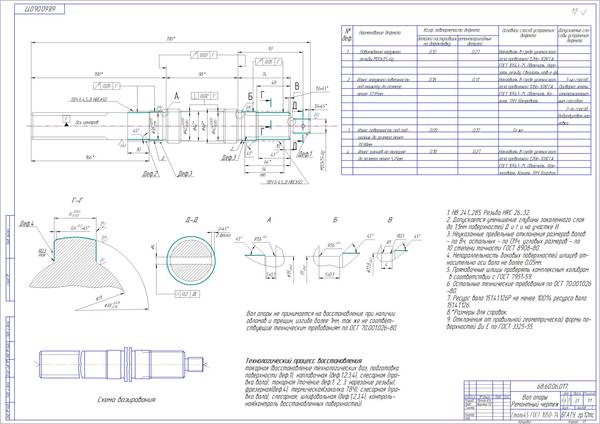
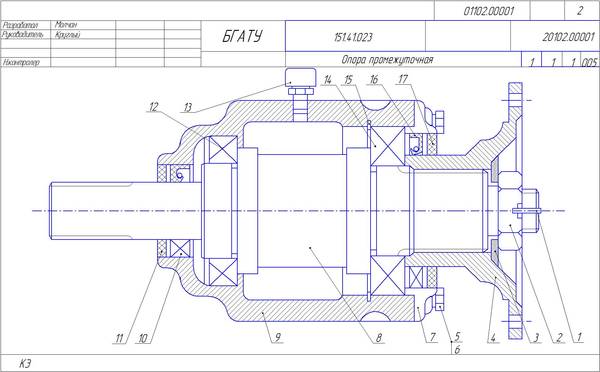
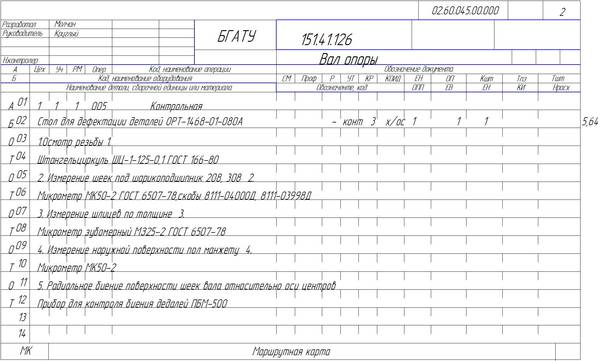
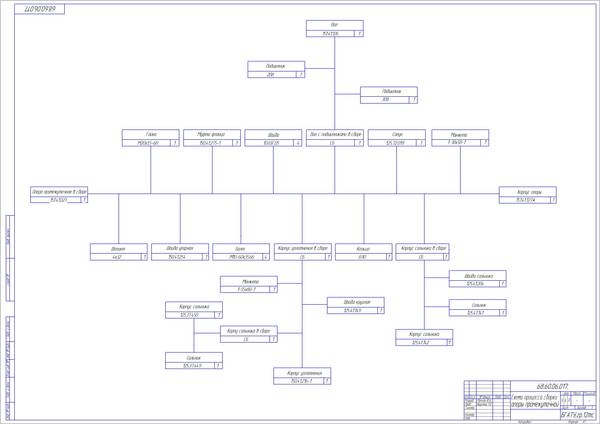
Технологический процесс ремонта вала опоры привода ВОМ трактора Т-150К (курсовой проект)ID: 192748Дата закачки: 11 Июня 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Работа Курсовая Форматы файлов: КОМПАС, Microsoft Word, Microsoft Excel Описание: СОДЕРЖАНИЕ ВВЕДЕНИЕ 1. Изучение состояния вопроса, цель и задачи проекта 1.1. Описание конструкции, анализ условий работы, неисправностей и ремонтопригодности опоры привода ВОМ трактора Т-150К 1.2. Цель и задачи проекта… 2. Разработка и обоснование перспективной схемы ремонта и проектирование технологического процесса очистки и разборки опоры привода ВОМ трактора Т-150К 2.1. Разработка схемы очистки и разборки 2.2. Обоснование содержания операций 2.3. Выбор оборудования, инструмента, приспособлений 2.4. Расчёт норм времени 2.5. Документация ЕТП разборки… 3. Проектирование технологического процесса дефектации вала опоры 151.41.126…9 3.1. Выбор оборудования и инструмента 3.2. Расчёт норм времени 3.3. Документация ЕТП дефектации 4. Проектирование технологического процесса восстановления вала опоры……….11 4.1. Анализ конструкции и дефектов 4.2. Выбор и обоснование способов восстановления 4.3. Выбор технологических баз… 4.4. Обоснование технологического маршрута восстановления детали 4.5. Обоснование технологического оснащения рабочих мест 4.6. Расчёт технологических режимов выполнения операций… 4.7. ТЭП восстановления детали… 4.8. Документация ЕТП восстановления вала опоры 151.41.126 5. Конструкторская разработка 5.1. Обоснование исходных требований к конструкции приспособления и анализ существующих прототипов 5.2. Технические расчёты 5.3. Устройство и принцип работы ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ ПРИЛОЖЕНИЕ 1.1. Описание конструкции, анализ условий работы, неисправностей и ремонтопригодности промежу точной опоры привода ВОМ трактора Т -150К. Трактор Т-150К с четырьмя ведущими колёсами относится к сельскохо-зяйственным тракторам общего назначения тягового класса 30 кН высокой энергонасыщенности. Предназначен для работы снавесными, полунавесными и прицепными машинами и орудиями для выполнения всевозможных сельскохозяйственных работ на повышенных скоростях. ВОМ трактора Т -150К имеет независимый привод, т.е. может включаться и выключаться независимо от главной муфты сцепления. Механизм ВОМ состоит из редуктора, в котором размещена гидроподвижная муфта с автоматическим тормозом, агрегаты гидросистемы и понижающая пара шестерён; карданной передачи, а так же рычага управления с тягой. В зависимости от наладки ВОМ может иметь две частоты вращения вы-ходного вала – 1000 и 940 об/мин. Карданный привод ВОМ состоит из карданного вала, промежуточной опоры и двойного шарнира. С целью обеспечения синхронного вращения ведущего вала ВОМ с каленчатым валом двигателя двойной шарнир расположен таким образом, что его середина находится над осью вертикального шарнира рамы. Благодоря такому расположению при изменении угла между обеими частями рамы во время поворота трактора обеспечивается равенство углов в двойном шарнире. Компенсация изменения длины осуществляется за счёт скользящего шлицевого соединения вилки с хвостовиком вала промежуточной опоры. Смазка шлицевого соединения осуществляется через пресс-маслёнку. В процессе ремонта промежуточной опоры восстанавливают изношенные и повреждённые корпус и вал опоры. Другие изношенные или повреждённые детали в основном подлежат замене. Корпус промежуточной опоры отлит из ковкого чугуна КЧ 33-8. Основ-ными дефектами корпуса, возникающими впроцессе эксплуатации, являются трещины, обломы, износ поверхности отверстий под шарикоподшипники. Корпус промежуточной опоры бракуют при наличии трещин, проходящих через посадочные места под пдшипники и обломанных опорах. Вал опоры изготовлен из стали 45, посадочные места под подшипники, манжеты и шлицевые участки вала подвергнуты термической обработке до твёрдости HRC ≥ 50. Основными дефектами вала опоры являются повреждение резьбы, износ шлицев по толщине, износ шеек под подшипники, износ наружной поверхности под манжету. Валы выбраковывают при трещинах и изгибе более 1мм. Легкосъёмность деталей промежуточной опоры привода ВОМ, а так же доступность к отдельным деталям и возможность применения унифецированного слесарного инструмента даёт возможность качественного проведения разборочно-сборочных работ. 1.2. Цель и задачи проекта. Курсовое проектирование оказывает большое влияние на подготовку инженера-механика, способного на практике реализовать полученные задания. В основу деятельности инженерных служб долно быть полжено решение следующих основных задач: 1. Формирование оптимального парка и состава машин и оборудования в различных по размерам и специализациям хозяйств. 2. Прогнозирование обьектов и видов ремонтно-обслуживающих работ. 3. Выбор стратегии и обеспечение режимов технического об-служивания и ремонта с учётом конкретных условий. 4. Определение обьёмов и видов услуг, предоставляемых сервисными предприятиями. 5. Создание зоны и микрорайона рынка потребления и производства сервисных услуг. 6. Формирование ремонтно-обслуживающей базы хозяйства, сервисных предприятий, отвечающих установленным треюованиям, обеспечение её функционирования в интересах товаропроизводителей. Задачей проекта является освоение методики проектирования обьктов ремонтно-обслуживающей базы, технических процессов ремонта сборочных едениц и восстановления деталей. 2. РАЗРАБОТКА И ОБОСНОВАНИЕ ПЕРСПЕКТИВНОЙ СХЕМЫ РЕМОНТА И ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕ-СКОГО ПРОЦЕССА ОЧИСТКИ И РАЗБОРКИ ОПОРЫ ПРИ-ВОДА ВОМ ТРАКТОРА Т -150К 2.1.Разработка схемы очистки и разборки. Таблица 2.1 Технологические режимы очистки трактора (опора привода ВОМ) Операция Оборудование Режим очистки Моющее средство Темпера- тура, °С Марка или наименование Концен- трация, г/л 1 2 3 4 5 Наружная очистка агрега-та Струйная моечная маши-на ОМ-11501 Лабомид-101 10..30 80..85 Очистка разобранного аг-регата Погружная моечная ма-шина ОМ-3996 Лабомид-203 20..30 80..100 Очистка и разборка узлов Комбинированная иоеч-ная машина ОМ-5383М Лабомид-203 20..30 80..100 Очистка мелких деталей Голтовочная машина ОМ-14249 Керосин - 20..25 Очистка деталей перед сборкой Конвейнерная машина ОМ-5342 Лабомид-101 5..10 75..85 Расконсервация деталей Погружная машина ОМ-5349 Лабомид-203 20..30 80..100 Технологический процесс очистки опоры привода ВОМ: 1) наружная струйная мойка агрегата; 2) наружная очистка агрегата; 3) разборка на узлы; 4) очистка мелких деталей; 5) струйная очистка узлов; 6) разборка узлов на детали; 7) очистка деталей; 8) расконсервация запасных частей; 9) дефектация деталей и комплектование узлов; 10) струйная очистка деталей перед сборкой. Технологический процесс разборки опоры привода ВОМ: 1) расшплинтовать, отвернуть гайку, снять опорную шайбу и муфту фланца с вала опоры; 2) отвернуть четыре болта, снять шайбы и корпус уплотнителя в сборе с корпусом опоры; 3) выпрессовать вал с подшипниками в сборе из корпуса опоры; 4) выпрессовать сальники, снять сапун, пробку и стопорное кольцо с корпуса опоры, выпрессовать сальники из корпуса уплотнения и вынуть сальники из корпусов; 5) спрессовать с вала опоры два подшипника. 2.2. Обоснование содержания операций. Перед постановкой на площадку ремонтного фонда трактор подвергают очистке и мойке. Для получения высококачественной очистки промежуточ-ную опору частично разбирают. После выварки агрегата, вынимают из ванны и выдерживают над ней в течение 2..3 мин для стекания раствора из внутренних полостей, остывания и частичного высыхания. Затем устанавливают и укладывают их на подставки для сушки наружных поверхностей и подают их на рабочие места разборки. Главным условием повышения послеремонтного ресурса агрегата является введение операции очистки деталей перед сборкой. В процессе межоперационного хранения, ремонта и транспортирования детали загрязняются абразивными частицами, металлической стружкой и др. Если их не удалить, то они, поподая во время сборки в сопряжения, могут вызвать интенсивный износ деталей. 2.3.Выбор оборудования, инструмента, приспособлений. Для наружной очистки агрегата применяется струйная моечная машина ОМ-11501. Очистка разобранного агрегата производится погружной моечной машиной ОМ-3996. Для очистки мелких деталей применяется галтовочная машина ОМ-14249. Очистка деталей перед сборкой производится на конвейерной машине ОМ-5342. Для расконсервации деталей применяется погружная моечная машина ОМ-5349. При разборке применяются различные инструменты и приспособления. Для отворачивания болтов и гаек применяют ключ торцевой, гайковёрт ГПР-РВ-4 ГОСТ 10210-62, в комплекте со сменными головками. Для выпрессовки вала с подшипниками из корпуса опорв применяют пресс 40т ОКС-1671, а для спрессовки подшипников с вала опоры ― пресс 10т ОКС-030. Для выпрессовки сальников применяют наставки ступенчатые цеховые (d1=78мм, h1=20мм; d2=56мм, h2=130мм). Для снятия стопорного кольца применяют щипцы для установки и снятия стопорных колец ПИМ-1883-40. Применяют молоток 7850-0052 ГОСТ 82310-70, отвёртка 7810-0396 ГОСТ 17199-71. Размер файла: 1,7 Мбайт Фаил:
Скачано: 2 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Ремонт, техобслуживание машин и механизмов / Технологический процесс ремонта вала опоры привода ВОМ трактора Т-150К (курсовой проект)
Вход в аккаунт: