
Страницу Назад
Поискать другие аналоги этой работы
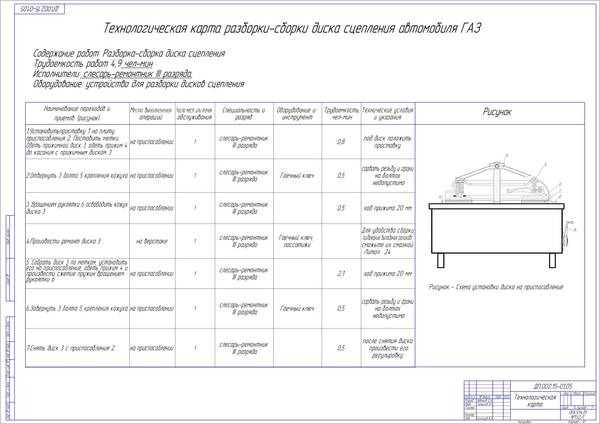
Технологическая карта разборки-сборки диска сцепления автомобиля ГАЗID: 192753Дата закачки: 11 Июня 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Чертежи Форматы файлов: КОМПАС, Microsoft Word Описание: 4. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 4.1Разработка рациональной последовательности работ технологического процесса На основе изученной технической литературы, нормативных докумен-тов и разработанного технологического процесса в соответствии с ГОСТ 3.1407-74 составляем технологическую карту на рабочее место. Карта на рабочее место содержит операции, для одного исполнителя конкретном рабочем месте, в порядке их выполнения и содержат применяемое на рабочем месте оборудование и инструмент, технические условия и указания, а также трудоемкость выполняемых операций. Трудоемкостью называется время, требуемое на выполнение одной операции одним человеком. Трудоемкости операций технологического процесса установлены обработкой данных хронометражных наблюдений и вычислены с помощью микроэлементного способа. Последовательность операций разборки диска сцепления автомобиля ГАЗ (рисунок 4.1) следующая [5,6,13]. 1. Установить проставку 1 на плиту приспособления 2. Поставить метки. Одеть ведущий диск сцепления 3 и одеть прижим 4 до касания с ведущим диском 3. 2. Отвернуть 3 болта 5 крепления кожуха диска 3. 3. Вращением рукоятки 6 освободить кожух диска 3. 4. Произвести ремонт диска 3. 5. Собрать диск 3 по меткам, установить его на приспособление, одеть прижим 4 и произвести сжатие пружин вращением рукоятки 6. 6. Завернуть 3 болта 5 крепления кожуха 7. Снять диск сцепления 3 с приспособления 2 Рисунок 4.1 Последовательность операций разборки диска сцепления 4.2 Определение затрат труда на выполнение операционной техноло-гии Оперативная трудоемкость рассчитывается по формуле [13]: , (4.1) где - время, затрачиваемое одним исполнителем при выполнении i-го технологического перехода непосредственно на обслуживаемом или ремонтируемом объекте, без учета дополнительного и подготовительно-заключительного времени, принимается по справочным таблицам [13]; ni – число однотипных переходов (точек обслуживания); Кпопр – поправочный коэффициент, в случае выполнения работ в поле-вых условиях табличные значения следует принимать с коэффициентом Кпопр=1.5, а при отрицательной температуре воздуха с коэффициентом Кпопр=3…5, также вводится поправка (Кпопр=1.2), если масса деталей более 20 кг, в остальных случаях Кпопр=1 [13]; Kпов – коэффициент повторения однотипных технологических перехо-дов, если ni>1 то Кпов=0,95, при ni=1 Кппов=1 [13]; Кпос – коэффициент посадки, учитывающий влияние посадки на время выполнения перехода, как правило, равен 1 [13]; Кпоз – коэффициент позы, учитывающий положение рук, спины и ног исполнителя работ, Кпоз=1 [13]. Определим оперативную трудоемкость для первого перехода: Все расчетные данные сводим в таблицу 4.1. Таблица 4.1 - Трудоемкость выполнения операций по разборке-сборке диска сцепления № п/п Наименование операции ni ti kпов kпос kпоз kпопр Ji, чел-мин. 1 Установить проставку 1 на плиту приспособления 2. Поставить метки. Одеть прижимной диск 3 и одеть прижим 4 до касания с прижимным диском 3 1 0,8 1 1 1 1 0,8 2 Отвернуть 3 болта 5 крепления кожуха диска 3 1 0,52 0,95 1 1 1 0,5 3 Вращением рукоятки 6 освобо-дить кожух диска 3 1 0,5 1 1 1 1 0,5 4 Произвести ремонт диска 3 5 Собрать диск 3 по меткам, установить его на приспособление, одеть прижим 4 и произвести сжатие пружин вращением рукоятки 6 1 2,1 1 1 1 1 2,1 6 Завернуть 3 болта 5 крепления кожуха 1 0,52 0,95 1 1 1 0,5 7 Снять диск 3 с приспособления 2 1 0,5 1 1 1 1 0,5 Общую трудоемкость определим как сумму трудоемкостей каждого перехода: Т=0,8+0,5+0,5+2,1+0,5+0,5 =4,9 чел.-мин. 4.3 Разработка операционной технологической карты на разборку-сборку диска сцепления Технологическая подготовка сборочного производства состоит из разработки технологического процессов проектирования и изготовления специальной оснастки, нестандартного оборудования, выполнения необходимых расчётов, планировок и других работ. Наиболее важной частью технологической подготовки сборочного производства является проектирование технологического процесса сборки. Технологическая операция сборки представляет собой законченную часть процесса сборки, выполняемого непрерывно над одной сборочной единицей или над совокупностью одновременно собираемых единиц одним или группой рабочих на одном рабочем месте. Сборочная операция—это технологическая операция установки и образования соединений составных частей изделия. При некоторых организационных формах сборки сборочный процесс может в явной форме на операции и не расчленяться. Содержание операции и переходов технологического процесса сборки определяется конструкцией изделия, совершенством технологии механиче-ской обработки детали, организационно-техническими условиями сборочного производства и размерами производственного задания. Одной из важных задач разработки технологического процесса является выбор степени его расчленённости (дифференциации). Концентрированный процесс сборки характерен для единичного опытного или мелкосерийного производства (одно или несколько рабочих мест). Если изделие включает типовые сборочные элементы, то узловая сборка дифференцируется, а общая—ведётся концентрировано. Недостатками концентрированной сборки являются: длительность календарного цикла вследствие последовательного выполнения операций, невозможность выделения отдельных работ, трудоёмкость механизации автоматизации работ. Дифференциация технологических процессов сборки характерно для устойчивого мелкосерийного, а также, для серийного и массового производства. Она позволяет расчленить процесс на операции, время которых связано с тактом и обеспечивает в пределах одной квалификации одинаковые работы. Это создаёт предпосылки для автоматизации и механизации. Степень автоматизации зависит не только от объёма производства, но и от конструкции изделия, его характерных размеров и числа деталей. Технологическую карту разрабатываем на выполнение операций разборки-сборки диска сцепления без учета времени его ремонта. Она представлена на 8-м листе графической части проекта. Размер файла: 4,4 Мбайт Фаил:
Скачано: 1 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Ремонт, техобслуживание машин и механизмов / Технологическая карта разборки-сборки диска сцепления автомобиля ГАЗ
Вход в аккаунт: