
Страницу Назад
Поискать другие аналоги этой работы
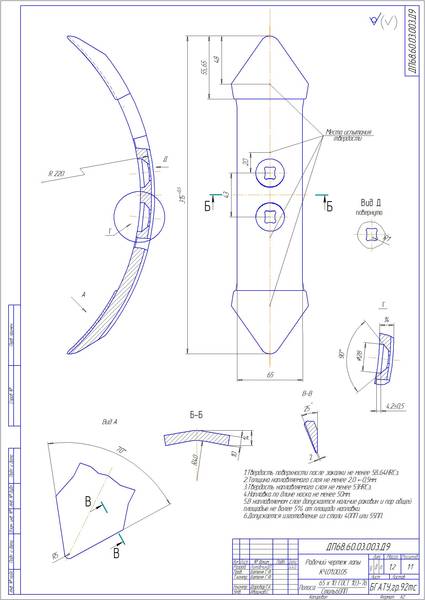
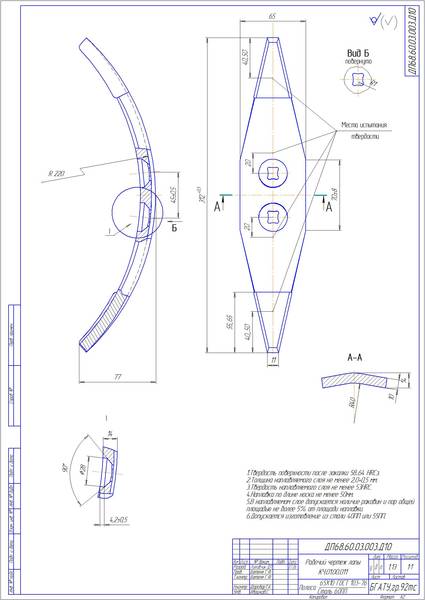
Оборотная лапа культиватора КЧН-5,4 (рабочий чертеж)ID: 193298Дата закачки: 27 Июня 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Чертежи Форматы файлов: КОМПАС, Microsoft Word Описание: 1.1.Анализ конструкции и условий работы рыхлительных лап 01.00.005 культиватора КЧН-5,4 Почворежущие элементы являются быстроизнашивающимися деталями машин. Они работают в абразивной среде трения. По характеру взаимодействия с почвой можно выделить ряд типовых представителей: лемех, долото, оборотная рыхлительная лапа культиватора и зуб бороны. Рыхлительные лапы 01.00.005 культиватора КЧН-5,4 работают в непосредственном контакте с почвой, подвергаясь динамическим нагрузкам, абразивному изнашиванию и химическому воздействию внешней среды. Абразивное изнашивание, вследствие присущей ему высокой интенсивности разрешения поверхностного слоя материала, является одной из основных причин, определяющих ресурс лап чизельных культиваторов. Условия работы лап 01.00.005 чизельных культиваторов КЧН-5,4 характеризуются в основном величиной и характером нагрузки, свойствами абразивной среды, относительной скоростью перемещения, глубиной обработки почвы. Изнашивание лап является результатом комплексного воздействия перечисленных факторов на деталь. Форма рабочей части изношенной детали характеризует соответствие исходной геометрии и формы эксплуатационным условиям. И наоборот, если в ходе эксплуатации выявится, что форма рабочей части детали принципиально изменяется, то это является следствием допущений (обоснованных или необоснованных) конструкторов. Общепринято, что функциональные качества детали предопределяются линейными размерами и формой их рабочей части. Оборотные рыхлительные лапы чизельных культиваторов изготавливаются из полосы шириной 65мм и толщиной 10мм. Лапы изготавливаются горячей штамповкой. Эту деталь, серийно выпускаемую в настоящее время, изготавливают из стали 65Г, ее подвергают объемной закалке и последующему отпуску. Нормативная наработка на такую деталь равна 8 га. Это ниже показателей изделий выпускаемых зарубежными производителями. Зарубежные образцы лап разнообразны по размерам и назначениям. Толщина их колеблется от 6 до 13 мм[ 7,8,9], а ширина - 40... 108 мм. Лапы могут иметь 2 и более отверстий. Практически везде применяются крепежные отверстия овальной формы. Некоторые лапы имеют форму лезвия по аналогии с формой острия долота. Исходная геометрия и форма рабочей части лапы 01.00.006 конкретизированы на рабочем чертеже. Калькодержателем является УП «Белнимсх». При представлении деталей на испытания проводилась их экспертиза. Согласно рабочим чертежам и технические условиям контролировались следующие характеристики: материал, твердость, геометрия и размеры. Характер износа лап изучался по результатам эксплуатационных испытаний. На культиватор КЧН-5,4 устанавливались совместно серийные и экспериментальные лапы с целью испытания их в одинаковых почвенных условиях. Серийные детали были изготовлены согласно рабочему чертежу УП «Белнимсх». Экспериментальные лапы изготовлены с применением наплавки намораживанием. При этом в качестве заготовки использовались серийные лапы без изменений их конструкции и с изменением геометрии и формы рабочей части на основе положений теории клина и теории разрушения почвы. Геометрия и форма биметаллической рабочей части экспериментальной лапы представлены на рис. 1.1. Испытания проводились на лущении стерни и безотвальной обработке на глубину 12...14 см, на супесчаных, засоренных камнями почвах в учхозе им. Фрунзе и на дерново-подзолистой среднесуглинистой почве на Белоруской МИС. Условий испытаний соответствовали агротехническим требованиям. Характер изменения профиля рабочей части серийных лап 01.00.005 в ходе их эксплуатации показан на рис. 1.2(б,в,г) и рис.1.3. Характер износа лап изучался на различных стадиях их линейного износа. В ходе исследований был проанализирован характер износа лап до достижения линейного износа до 80 мм, что, по нашему мнению, находится за пределами предельного состояния. Установлено, что во время эксплуатации серийных лап происходит уменьшение их размеров по длине носка и толщине детали. Наряду с этим происходит изменение, на лицевой стороне нарезается фаска. В замен на тыльной стороне образуется новая грань-фаска. Ширина этой фаски (отрезок ВД) по мере нарастания линейного износа носка детали увеличивается. Максимальная ширина этой новой грани характеризуется отрезком БД. Характер износа лап с биметаллической рабочей частью идентичен серийным деталям рис.1.2(б,в,г). Профиль биметаллической рабочей части лап рис. 1.1 по мере их износа не претерпевает изменений по отношению к исходному. По мере увеличения наработки на деталь уменьшаются линейные размеры рабочей части: толщина, длина. Форма профиля ее остается неизменной. Чизельная обработка в условиях республики Беларусь ведется на различных почвах: торфяно-болотных, песчаных, супесчаных, глинистых, суглинистых. Эти почвы обладают различной изнашивающей способностью[4]. Производители запасных частей к культиваторам не учитывают в настоящее время различные почвы и не обеспечивают применительно к работе на песчаных почвах надлежащий ресурс этих деталей. Практика показывает, что во время осенних или весенних полевых работ чизельные оборотные лапы приходится неоднократно заменять новыми: это вызывает потери рабочего времени на замену, простои с-х агрегатов в напряженный период. Материал и свойства деталей для обработки должны быть адекватны изна-шивающей способности обрабатываемых почв. Наибольшей изнашивающей способностью обладают песчаные и супесчаные почвы с гравелистыми час-тицами. Установлено, что если для глинистых почв коэффициент изнашивающей способности принять за единицу, то для песчаных- 1,5,суглинистых-1,9, супесчаных-2.3, песчаных и супесчаных с гравелистыми частицами-3,1. До настоящего времени предполагалось безударное взаимодействие абразивной частицы с поверхностью. Фактор скорости не учитывался. При большой относительной скорости рабочей поверхности и абразива длительность взаимодействия с абразивной частицей мала, и выделившаяся теплота вследствие пластического деформирования не успевает распространиться вглубь материала. Высокий местный нагрев изменит механические свойства материалов, что повлечет изменение интенсивности изнашивания[2,4] . Процесс разрушения детали при ударном взаимодействии между деталью и абразивом называют ударно-абразивным изнашиванием. Анализируя результаты линейного износа серийных лап с учетом геометрических параметров, которые ОТК завода-изготовителя контролирует при приемке продукции и результатов изнашивания, необходимо отметить следующее. Во-первых, исходный профиль рабочей части лап (рис.1.2а) не идентичен профилю изношенной детали (рис. 1.2 в-г). Для серийной детали эти профили (исходной и изношенной детали) принципиально отличаются. Геометрические параметры (толщина лезвия, угол заточки, а вместе с ним связанный угол резания), характеризующие форму и геометрию рабочей части и строго контролируемые при изготовлении лап, как показывает практический опыт, по существу не реализуются в эксплуатации. Во-вторых, испытатели не измеряют тяговое сопротивление. Из рис. 1.2(а) видно, что угол резания для исходного профиля (а) больше угла резания для изношенного профиля (в-г.) и не проводили сравнительного анализа расхода топлива. Если добавить сюда вопросы, связанные с технологией изготовления лап 01.00.005, то выявится и в этой области определенные упущения, которые связаны не с упрощением конструкции и вслед за этим упрощением технологии ее изготовления, а наоборот, технология изготовления лап 01.00.005 является сложной и трудоемкой. Испытания показали, что во время эксплуатации происходит переза-тачивание режущей кромки лапы с верхней (рис. 1.2а), на нижнюю, (рис. 1.3г), что необходимо учитывать при их изготовлении. По сути, задача по обработке, особенно супесчаных, песчаных почв до настоящего времени не решена с учетом достижений научно-технического прогресса и обеспечения срока службы детали равного или кратного наработке в весенний или осенний периоды. Повышение ресурса лап чизельного культиватора с применением наплавки намораживанием возможно в результате сочетания конструкционных, технологических, эксплуатационных факторов. Накопленный опыт работы по изготовлению деталей с биметаллической рабочей частью наплавкой намораживанием позволяет предложить следующее техническое решение. В проекте представлен чертеж лапы с биметаллической рабочей частью. В соответствии с разработанным вариантом приведена схема упрочнения наплавкой намораживанием лапы КЧ 01.00.005 чизельного культиватора, с одно- и двухсторонним нанесением износостойкого покрытия на рабочую поверхность наиболее подверженную абразивному износу. Наплавке подвергаются оба конца лапы на длину 50...70 мм от края носка. Разработанные чертежи предусматривают упрочнение лап с нижней заточкой рабочей поверхности и восстановление лап наплавкой намораживанием на заготовку. Размер файла: 892,8 Кбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Сельскохозяйственные машины / Оборотная лапа культиватора КЧН-5,4 (рабочий чертеж)
Вход в аккаунт: