
Страницу Назад
Поискать другие аналоги этой работы
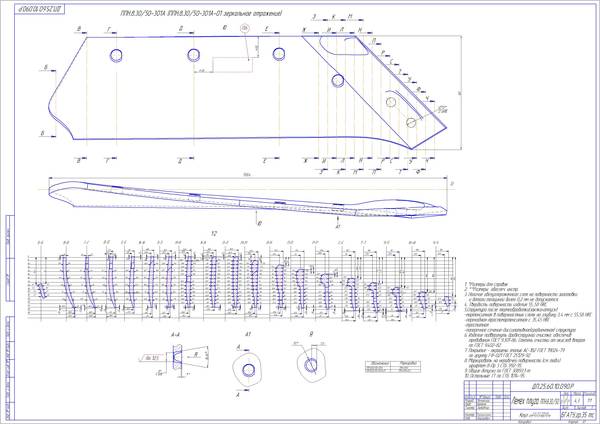
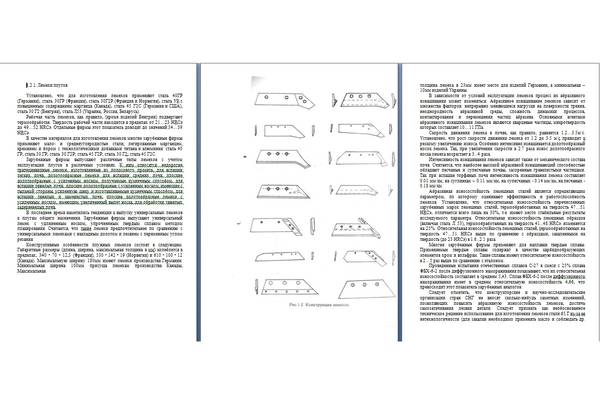
Лемех плуга ППН–8–30 (рабочий чертеж)ID: 193389Дата закачки: 09 Июля 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Чертежи Форматы файлов: КОМПАС, Microsoft Word Описание: 1.2.1. Лемехи плугов Установлено, что для изготовления лемехов применяют сталь 40ГР (Германия), сталь 30ГР (Франция), сталь 30Г2Р (Франция и Норвегия), сталь У9 с повышенным содержанием марганца (Канада), сталь 45 Г2С (Германия и США), сталь 30 Г2 (Венгрия), сталь Л53 (Украина, Россия, Беларусь). Рабочая часть лемехов, как правило, (кроме изделий Венгрии) подвергают термообработке. Твердость рабочей части находится в пределах от 21…23 НRСэ до 49…52 НRСэ. Отдельные фирмы этот показатель доводят до значений 54…59 НRСэ. В качестве материалов для изготовления лемехов многие зарубежные фирмы применяют мало- и среднеуглеродистые стали, легированные марганцем, кремнием и бором с технологическими добавками титана и алюминия: сталь 40 ГР; сталь 30 ГР; сталь 30 Г2Р; сталь 45 Г2Р; сталь 30 Г2; сталь 45 Г2С. Зарубежные фирмы выпускают различные типы лемехов с учетом эксплуатации плугов в различных условиях. К ним относятся: недорогие трапециевидные лемехи, изготовленные из полосового проката, для вспашки легких почв, долотообразные лемехи для вспашки средних почв; плоские долотообразные с усиленным носком, получаемые кузнечным способом, для вспашки тяжелых почв; плоские долотообразные с усиленным носком, имеющие с тыльной стороны усиленную щеку и изготавливаемые кузнечным способом, для вспашки тяжелых и каменистых почв; плоские долотообразные лемехи с усиленным носком, имеющим увеличенный вылет носка, для обработки тяжелых задервенелых почв. В последнее время наметились тенденции к выпуску универсальных лемехов к плугам общего назначения. Зарубежные фирмы выпускают универсальный лемех с удлиненным носком, упрочненным твердым сплавом методом плакирования. Считается, что такие лемехи предпочтительнее по сравнению с универсальными лемехами с накладным долотом и лезвием с переменным углом резания. Конструктивные особенности плужных лемехов состоят в следующем. Габаритные размеры (длина, ширина, максимальная толщина в мм) колеблется в пределах; 340 • 70 • 12,5 (Франция), 530 • 142 • 19 (Норвегия) и 610 • 100 • 12 (Канада). Максимальную ширину 180мм имеют лемехи производства Германии. Минимальная ширина 100мм присуща лемехам производства Канады, Максимальная толщина лемеха в 23мм имеет место для изделий Германии, а минимальная – 10мм изделий Украины. В зависимости от условий эксплуатации лемехов процесс их абразивного изнашивания может изменяться. Абразивное изнашивание лемехов зависит от множества факторов: непрерывно меняющиеся нагрузки на поверхности трения, неоднородность абразивной среды, сложность динамики процессов, контактирования и перемещения частиц абразива. Основными агентами абразивного изнашивания лемехов являются кварцевые частицы, микротвердость которых составляет 10…11 ГПа. Скорость движения лемеха в почве, как правило, равняется 1.2…3.5м/с. Установлено, что рост скорости движения лемеха от 1.2 до 3.5 м/с приводит к резкому увеличению износа. Особенно интенсивно изнашивается долотообразный носок лемеха. Так, при увеличении скорости в 2.7 раза износ долотообразного носка лемеха возрастает в 3...4 раза. Интенсивность изнашивания лемехов зависит также от механического состава почв. Считается, что наиболее высокой абразивной изнашивающей способностью обладают песчаные и супесчаные почвы, засоренные гравелистыми частицами. Так при вспашке торфяных почв интенсивность изнашивания лемеха составляет 0.01 мм/км, на суглинках – 0.11 мм/км, на супесчаных - 0.14 мм/км, на песчаных - 0.18 мм/км. Абразивная износостойкость лемешных сталей является определяющим параметром, по которому оценивают эффективность и работоспособность лемехов. Установлено, что относительная износостойкость перечисленных зарубежных марок лемешных сталей, термообработанных на твердость 47…51 НRСэ, отличается всего лишь на 30%, т.е. имеют место стабильные результаты исследуемого параметра. Относительная износостойкость лемешных образцов (включая сталь Л 53), термообработанных на твердость 41...48 НRСэ. изменяется на 25%. Относительная износостойкость лемешных сталей. термообработанных на твердость 47…51 НRСэ выше по сравнению с образцами, закаленными на твердость (до 23 НRСэ) в 1.6...2.1 раза. Многие зарубежные фирмы применяют для наплавки твердые сплавы. Применяемые твердые сплавы содержат в качестве карбидообразующих элементов хром и вольфрам. Такие сплавы имеют относительную износостойкость в 2…5 раз выше по сравнению с эталоном. Проведенные испытания отечественных сплавов С-27 в смеси с 25% сплава ФБХ-6-2 после диффузионного намораживания показывают, что их относительная износостойкость составляет в среднем 5,43. Сплав ФБХ-6-2 после диффузионного намораживания имеет в среднем относительную износостойкость 4,66, что превосходит этот показатель зарубежных аналогов. Следует отметить, что конструкторские и научно-исследовательские организации стран СНГ не вносят сколько-нибудь заметных изменений, позволяющих повысить абразивную износостойкость лемехов, достичь самозатачивания лезвия детали. Следует признать как необоснованное техническое решение использование для изготовления лемехов стали 65 Г из-за ее нетехнологичности (для закалки необходимо применять масло и соблюдать др. аспекты). Известно, что для сталей с содержанием углерода более 0.6% следует соблюдать условие начала отпуска изделия после закалки. Это время не должно превышать 0.5…1.0 ч. При нарушении данного требования в стали может образоваться мелкая сетка трещин, которая в последствии приведет к снижению прочности изделия. В этой связи полезным является опыт зарубежных фирм, использующих для изготовления лемехов среднеуглеродистые стали типа 30Г2Р, 30ГР, что позволяет достичь достаточной технологичности (закалка в воде) и высоких механических свойств (предел прочности на растяжение (изгиб) и ударную вязкость). Как правило для изготовления детали зарубежные фирмы используют лемешный прокат. Одной из сложных проблем производства лемехов является форма образования и конструкция их почворежущих профилей. Анализируя опыт многих отечественных и зарубежных фирм, можно заключить следующее. В заводской практике (ПО “Одессапочвомаш”) при производстве лемехов известно применение технологии вальцовки лезвий при температуре 650...700°С (923...973К). Высокая жесткость валкового узла установки позволяет получать лезвие толщиной 0,5мм. Известна технология формообразования лезвий (Оршанский РЗ) путем фрезерования. Применяют кузнечную ковку, литье и др. способы. Об этом свидетельствуют данные каталога за 1997 г. зарубежными фирмами FRANK, GASE, HUARD, KVERNELAND, KRONE, LEMKEN, NIEMEYER, OVERUM, STENO, BBC, RABA, PARAPLAW, LAMBS, DEMBLON, DURO, EBRA, FENET, FORTSCHRITT, GARD, GOIZIN, IHF, JOUTEL, JOHN DEERE, MASSEY-FERGUSON, NAUD, RABEWERK, RANSOMES, STEEND, SOUCHU-PINET, THEME, MORIS, DIVERS и др. освоена широкая номенклатура почворежущих элементов: плужных лемехов, оборотных рыхлительных лап чизельных культиваторов, сменных долот плугов. Характерной особенностью конструкции плужных лемехов, освоенных в производстве западноевропейскими фирмами в 1997году, является изменение устройства их долотообразной части. Они сводятся к одному из трех наиболее распространенных технических решений. В одном случае с тыльной стороны расположено ребро жесткости, параллельно левому обрезу лемеха. Оно имеет различную форму, размеры и изготовлено с применением соответствующей технологии, включая сборочные операции. Во втором варианте на долотообразной части изготавливаются, как правило, два отверстия для крепления сменных долот. В третьем варианте отдельные фирмы осуществляют наплавку носка лемеха. Лицевая и тыльная сторона носка лемеха плакируется слоем износостойкого сплава, Так, например, фирма RABEWERK (Германия) осуществляет для этих целей технологию - RABID. Фирма RАВА (Венгрия) долотообразный носок лемеха наплавляет твердым сплавом (легированным хромом и титаном) с лицевой стороны. Толщина слоя твердого сплава достигает 4 мм. Наплавка твердого сплава осуществляется с помощью лежачего электрода. Наряду с этим известны и другие технологии для наплавки почворежущих профилей лемехов: индукционная наплавка (разработчик Ростовский НИИТМ); диффузионное намораживание (разработчик - БАТУ); дуговая точечная наплавка (разработчик ПО “Одессапочвомаш” совместно с ИЭС им. Е.О. Патона); СВС -процесс (разработчик - физический институт АН РФ); плазменная наплавка (разработчик - ИЭС им. Е.О. Патона). 1.2.2. Долота плугов Заводами Республики Беларусь производятся и поставляются сельхозпроизводителям плужные долота, конструкция которых разработана ПО “Одессапочвомаш”. В качестве материала для их изготовления применяется сталь 65Г. Для упрочнения используется закалка в масло с последующим отпуском . Твердость почворежущего профиля должна составлять 38...43НЕС3. Долота изготавливаются либо с полосы , либо с листового материала толщиной 16…18мм. Носок и боковые грани заготовки обрабатывают фрезерованием. Масса одного долота составляет более 5 кг. Применяются такие долота на плугах типа ПГП-7-40. Нормативная наработка до. предельного состояния на одно серийное долото составляет 20га. Фактическая наработка до предельного состояния (или выхода из строя по причине поломки или деформации) не превышает 8…15 га. Здесь следует обратить внимание на следующее. К примеру, анализируя использование плуга ПГП-7-40, можно констатировать; при количестве 7 долот на плуге, балансовой цене одного долота 307 тыс. руб. (по данным Оршанского РЗ за сентябрь 1997г.) для укомплектования плуга на приобретение долот единовременно- 1.2.2. Долота плугов Заводами Республики Беларусь производятся и поставляются сельхозпроизводителям плужные долота, конструкция которых разработана ПО “Одессапочвомаш”. В качестве материала для их изготовления применяется сталь 65Г. Для упрочнения используется закалка в масло с последующим отпуском. Твердость почворежущего профиля должна составлять 38...43 HRСэ. Долота изготавливаются либо с полосы, либо с листового материала толщиной 16…18мм. Носок и боковые грани заготовки обрабатывают фрезерованием. Масса одного долота составляет более 5 кг. Применяются такие долота на плугах типа ПГП¬7¬40. Нормативная наработка до предельного состояния на одно серийное долото составляет 20 га. Фактическая наработка до предельного состояния (или выхода из строя по причине поломки или деформации) не превышает 8…15 га. Здесь следует обратить внимание на следующее. К примеру, анализируя использование плуга ПГП-7-40, можно констатировать: при количестве 7 долот на плуге, балансовой цене одного долота 307 тыс.руб. (по данным Оршанского РЗ за сентябрь 1997г.) для укомплектования плута на приобретение долот единовременно затрачивается 2.149 млн, рублей. При наработке за срок службы плуга (8 лет) 2240 га (принимается средняя наработка до предельного состояния долота 10 га), потребуется закатить 67,768 млн. рублей. Это составляет половину стоимости плута. Для изготовления такого количества деталей потребуется более одной тонны легированного металла (сталь 65Г). Несовершенство такой конструкции долот очевидно. Выпускаемые долота плугов зарубежными фирмами конструктивно отличаются от изделий собственного производства размерами, массой, материалом, ресурсом, ценой. Эти детали в 2…3 раза по массе меньше в сравнении с отечественными. При этом они являются оборотными, Ряд фирм предусматривают многократную переустановку долот по мере их изнашивания. Ширина долот, как правило, не превышает 65…85мм, длина – 260…305 мм, толщина – 12 мм. В качестве материала используются стали следующих марок: 30ГР; 30Г2Р; 40ГР; 45Г2Р (ГОСТ 4543-71). Долота подвергают термической обработке. К примеру, твердость долот фирмы HUARD составляет 48...50 HRСэ, фирмы KVERNELAND – 41…49 HRСэ, фирмы GASE – 50…52 HRСэ, PARAPLAW – 51…52 HRСэ. Относительная износостойкость долот приведенных фирм соответственно составляет 2.6; 2.1; 3.0 и 2.7. Отдельные фирмы используют наплавку носков твердыни сплавами по аналогии с носками плужных лемехов. Фирма Rabewerk использует материалы с более высоким качеством (Drielagenmaterial, Conit, Rabedur), Зарубежными фирмами долота изготавливают, как правило, штамповкой и ковкой. При изготовлении долот не применяются квадратные крепежные отверстия, т.к. при этом появляются концентраторы напряжений, что может послужить причиной появления трещин при термической обработке. Известны примеры широкого применения в отечественном машиностроении литейного производства для изготовления долот. Для изготовления долот литейщики применяю стали марок 35Л; 45Л и др. Такие изделия имеют весьма низкий ресурс. Имеют место частые поломки и деформации. Наряду с этим известны примеры изготовления долот из высокопрочного чугуна. Однако из-за недостаточной ударной прочности они не пригодны для использования на почвах, засоренных камнями (характерных почвах, республики). Кафедрой ремонта машин БАТУ накоплен положительный опыт повышения ресурса серийных долот с использованием диффузионного намораживания почворежущего профиля. Проведены поисковые работы по применению для изготовления долот из аустенитной стали 110Г13Л с последующим наращиванием твердым сплавом лицевой поверхности почворежущего профиля изделия. Размер файла: 2,7 Мбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Скачано: 1 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Сельскохозяйственные машины / Лемех плуга ППН–8–30 (рабочий чертеж)
Вход в аккаунт: