
Страницу Назад
Поискать другие аналоги этой работы
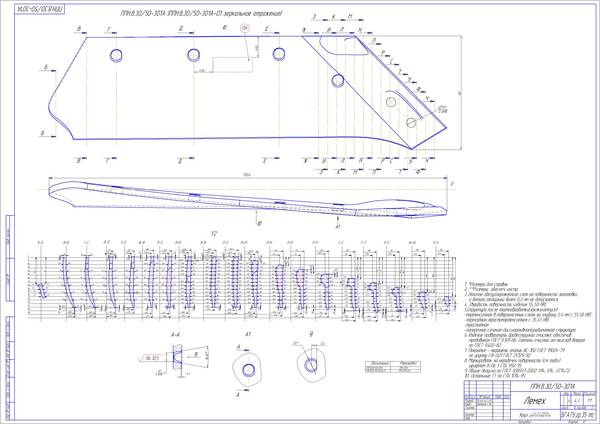
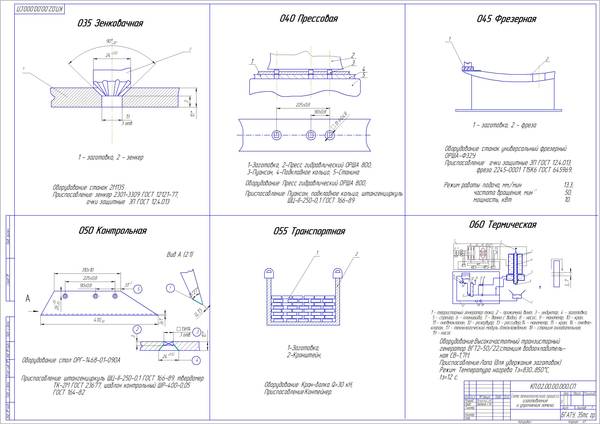
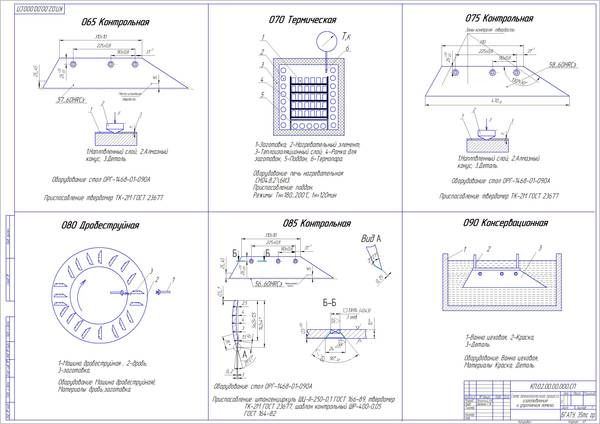
Технологический процесс упрочнения лемеха плуга ППН–8–30 (технологический раздел дипломного проекта)ID: 193390Дата закачки: 09 Июля 2018 Продавец: kreuzberg (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: 3.1 Назначение и особенности конструкции разрабатываемых лемехов Назначение. Лемех плуга - рабочая часть корпуса плуга, которая служит для подрезания пласта почвы, его подъема и направления на отвал плуга [1]. Разрабатываемые лемехи ППН.8.30/50-301А предназначены для установки на корпуса ПК-16.000 плугов ПКМ-5-40Р, ППН.8.30/50 и других плугов, с конструкцией корпусов аналогичной корпусу ПК-16.000. Особенности конструкции. Лемех плуга представляет собой сложно-контурный слегка изогнутый лист неравномерной толщины по поперечному и продольному сечениям (максимальная толщина 10мм)? с четырьмя отверстиями Ø16мм сложной формы для установки болтов со специальной головкой при креплении к башмаку корпуса плуга и двумя аналогичными по форме отверстиями Ø13мм для крепления к лемеху долота. Лемехи должны быть изготовлены по рабочему чертежу из стали 60ПП ТУ 14-1-1926-76 РФ (допускается использование стали 60ПП ГОСТ 1050-88), термообработаны и соответствовать требованиям СТБ 1014-95. Твердость поверхности лемехов после термообработки должна быть 55...58HRC. Ресурс лемехов в течение агротехнического срока при вспашке различных типов почв должен соответствовать значению гарантийной наработки и составлять не менее 50га. При оценке ресурса лемехов предельное состояние определяется линейным износом по ширине и толщине. Ширина лемеха от кромки лезвийной части до оси крепежных отверстий допускается не менее 85мм. Линейный износ по толщине в зоне крепежных отверстий не должен превышать 7мм. 14 3.2 Обоснование содержания операций технологического процесса изготовления лемехов и применяемого оборудования Операция 005 - отрезная. В разрабатываемой технологической операции используется ленточно-отрезная пила НВ 2808 фирмы «Кнут-Руссланд» (цена 3680 евро). Допускается более дешевая ленточная пила НВ 210 (1390 евро) с толщиной ленты от 0,4 до 0,9мм. В технологическом процессе, разработанном на Минском тракторном заводе (в дальнейшем МТЗ), используются пресс-ножницы с усилием 5000 кН, требующие в отличие от ленточных отрезных пил дополнительной обработки торцов заготовки для устранения вмятин и вытяжки металла за пределы допуска. Кроме того, ленточно-отрезной способ обладает более высокой точностью, возможностью обработки заготовок различных размеров и толщины, высокой производительностью, стойкостью инструмента и минимальным резом. Операция 010 - гибочная. Для последующего горяче-прессового получения заготовки лемеха прокат должен быть изогнут под углом 60° для обеспечения лучшей текучести металла в направлении формы заготовки лемеха. Выполняемая операция с предварительным подогревом ТВЧ до температуры 1200 °С за время 30 с на горячештамповочном кривошипном прессе. Гибка осуществляется за 1-2 удара. Допускается пресс с усилием 25 т. Отличительной особенностью предлагаемой операции по сравнению с технологией МТЗ является применение ТВЧ вместо печного нагрева, что значительно повышает производительность операции. Операция 015- термическая. Нагрев заготовки производится в электрической печи сопротивления. Использование индукционного нагрева не представляется возможным т. к. сложный и неравномерный контур и толщина заготовки не позволяют обеспечить равномерную температуру по всей ее плоскости и глубине. 15 Операция 020 - прессовая. На данной операции выполняется формообразование поковок лемеха в 3-ручьевом штампе. На 1-м ручье происходит вытягивание заготовки круга по длине, на 2-м - формирование контура лемеха с прошивкой 4-х отверстий Ø16 мм и 2-х отверстий Ø13 мм и на 3-м ручье - вырубка поковки. Предварительный нагрев осуществляется в электропечи сопротивления СНО-4.8.25/6И3 с последующей штамповкой. Разработанная технология получения поковки в целом соответствует технологии МТЗ с учетом следующих отличительных особенностей: • Поковка, изготавливаемая по технологии разработанной МТЗ, не содержит отверстий для крепления лемеха и долота, формообразование которых предусматривается механической обработкой. Это вызывает целый ряд дополнительных операций, направленных на улучшение структуры металла, подготовку технологических баз и др. работы; • В предлагаемой операции прошивка отверстий возможна в прессовой операции, поскольку диаметр отверстий больше чем толщина прессуемого материала. В результате достигается большая экономическая эффективность по сравнению с технологией МТЗ. Усилие пресса, необходимое для горячего прессования определяется формулой (2.1): Принимая для лемеха 1111Н8 30/50-301А значения Ln = 520мм и Вср = 160мм, получим: Fn = 520 • 160 = 83200 мм2; ДПР=1,13•83200=326мм. Для конструкционной стали 60ПП при нагреве до температуры пластической деформации 900-1200°С предел текучести σт= 4 МПа [8]. Тогда: 90 /520 Р = 8(1-0,0013•26).(1,1 + _).(1 + 0,1 )• 4-83200= 2459690 Н~ 245 т 326 V160 Поскольку данная операция предусматривает изготовление поковки из круга, то с учетом коэффициентов запаса прочности усилие пресса принимаем Р = 350 т. Операция 025 - термическая. На этой операции выполняется закалка заготовки до 60-62HRC с нагревом в электрической печи сопротивления и спрейерным охлаждением водой. Особенностью стали 60ПП является применение объемно-поверхностной закалки с применение волнового охлаждения водой. Эксперименты показывают, что волновое охлаждение успешно заменяется спрейерным (струйным), обеспечивая требуемую твердость 60-62 HRC. Во избежание коробления заготовки (деформации гибочных радиусов) допускается осуществлять нагрев и охлаждение в заневоленном состоянии. Аналогичная операция с заневоливанием заготовки (после нагрева) выполняется по технологии МТЗ с использованием закалочного пресса К - 280. Отличительной особенностью технологии МТЗ является использование стали марки 65Г, которая не обеспечивает для быстроизнашивающихся деталей, таких как лемех, требуемых физико-механических свойств и экологической безопасности технологического процесса. Операция 030 - термическая (отпуск). Отпуск производится с применением электрической печи сопротивления с нагревом до температуры 160-180 °С продолжительностью 1,0-1,5 часа и последующим охлаждение на воздухе. В результате твердость составляет 60-62 HRC. Операция 035 - дробеструйная. Для очистки заготовки применяется дробеструйная обработка, которая имеет существенные преимущества перед пескоструйной очисткой по производительности, качеству очистки и производительности. Аналогичная обработка предусматривается и по технологии МТЗ. Операция 040 - контрольная. 17 Данная операция органически вписывается после дробеструйной обработки. Применение контрольной операции по технологии МТЗ после закалки и отпуска требует дополнительной очистки, в том числе в месте измерения твердости, и не позволяет качественно произвести контроль остальных размеров детали. Операция 050 - упаковочная. Упаковочная операция выполняется в соответствии с требованиями технических условий на разработку лемеха. Она предусматривает комплектацию, консервацию, упаковку с последующим направлением на склад готовой продукции. На технологические операции по упрочнению лемехов с применением термического модифицирования разработаны операционные карты. Они выполнялись в соответствии с методическими рекомендациями [6], а также нормативных документов [9, 10]. Оформленные , согласно [9, 10] операционные карты приведены в приложении 1. рР Размер файла: 12,6 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Сельскохозяйственные машины / Технологический процесс упрочнения лемеха плуга ППН–8–30 (технологический раздел дипломного проекта)
Вход в аккаунт: