
Страницу Назад
Поискать другие аналоги этой работы
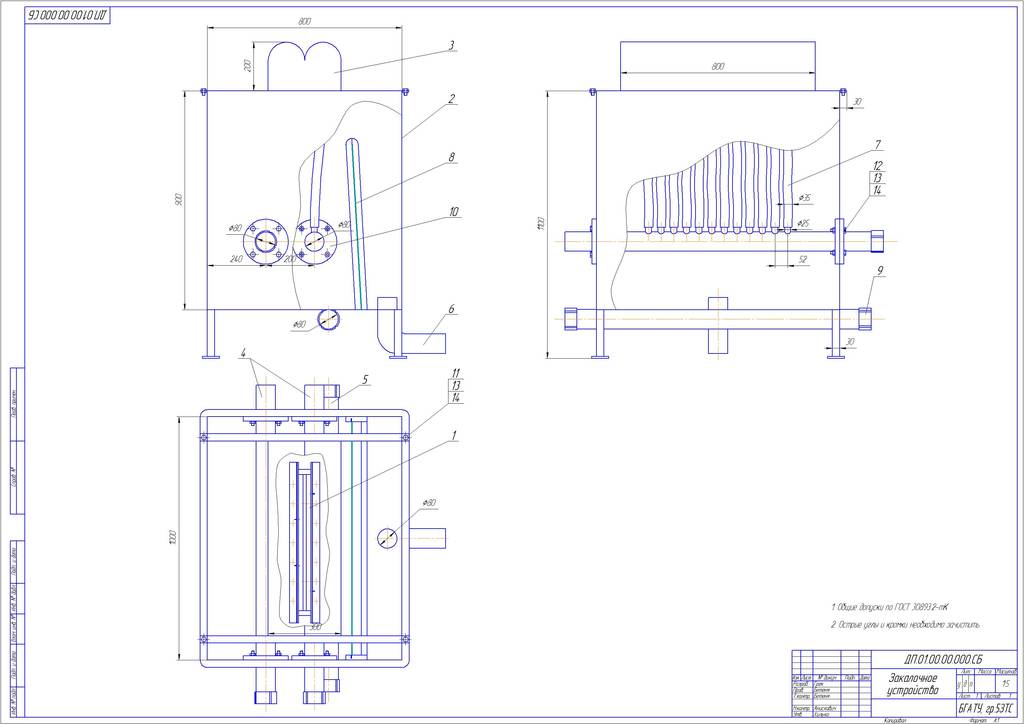
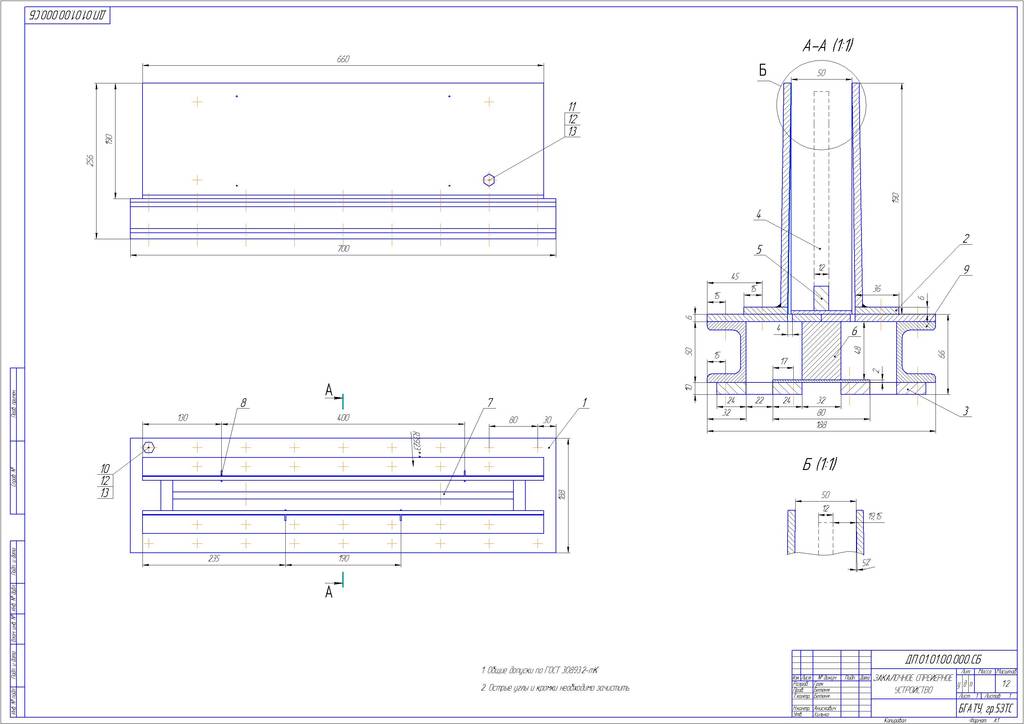
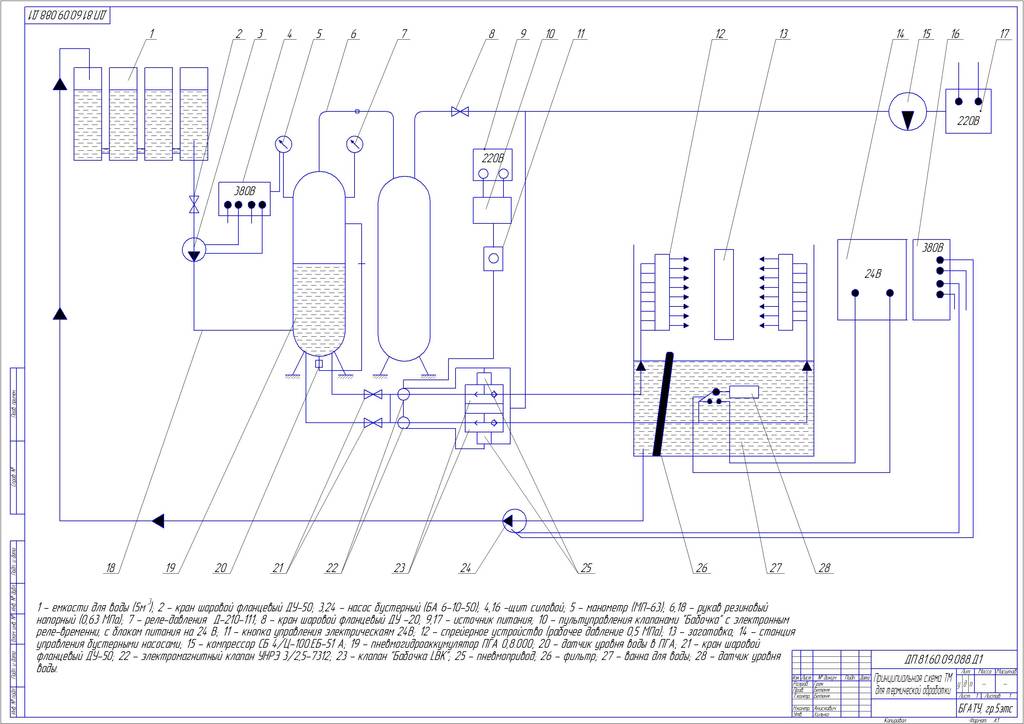
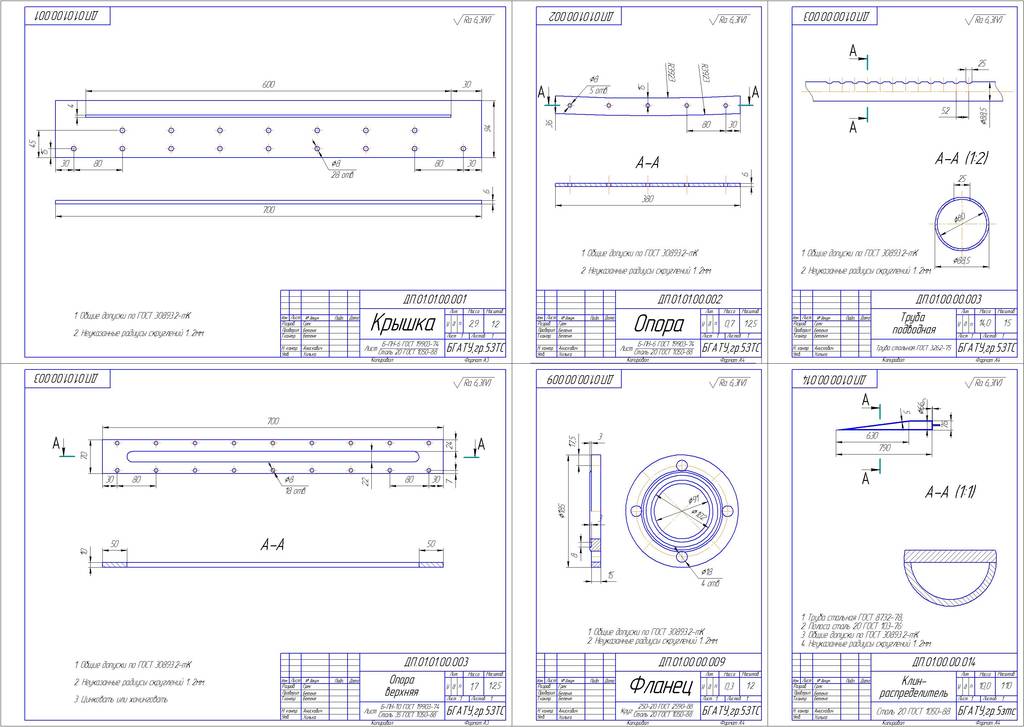
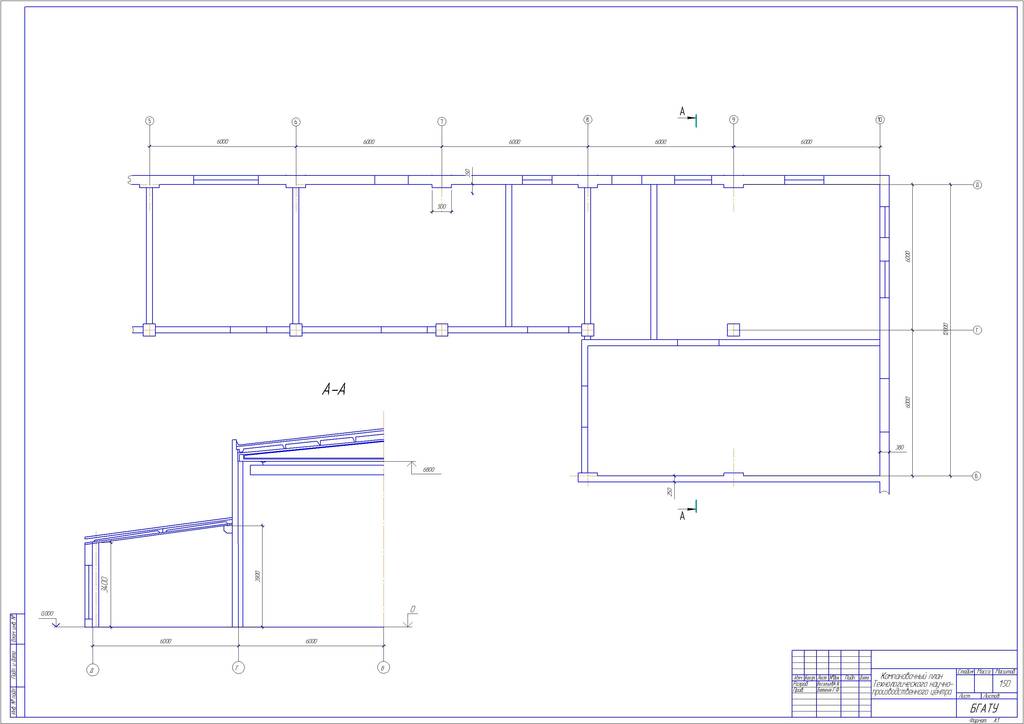
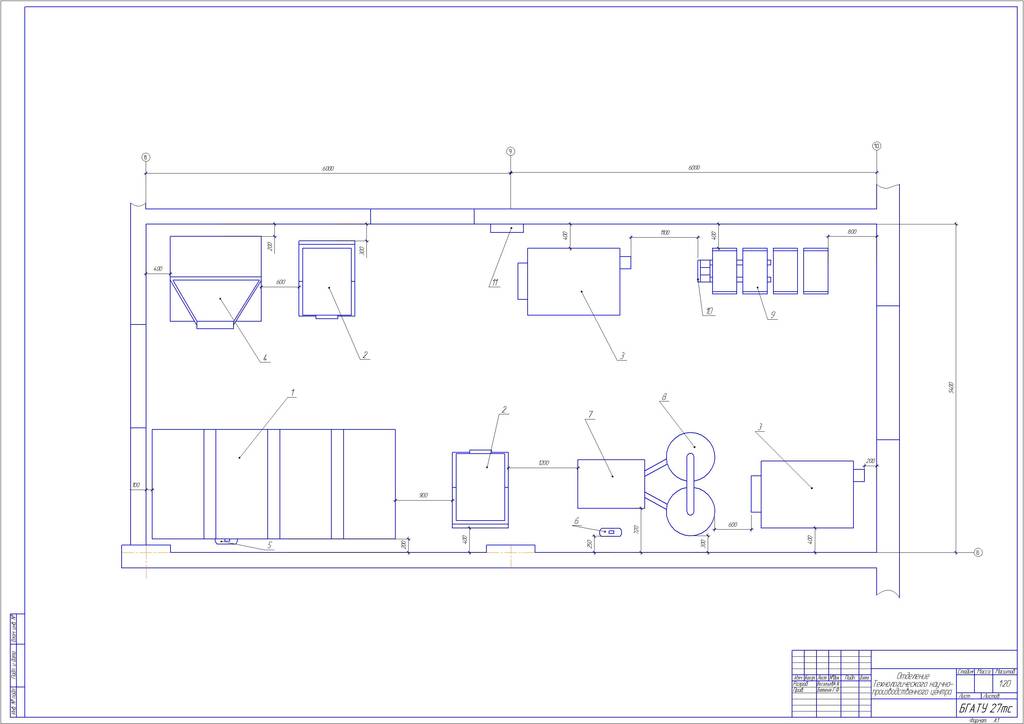
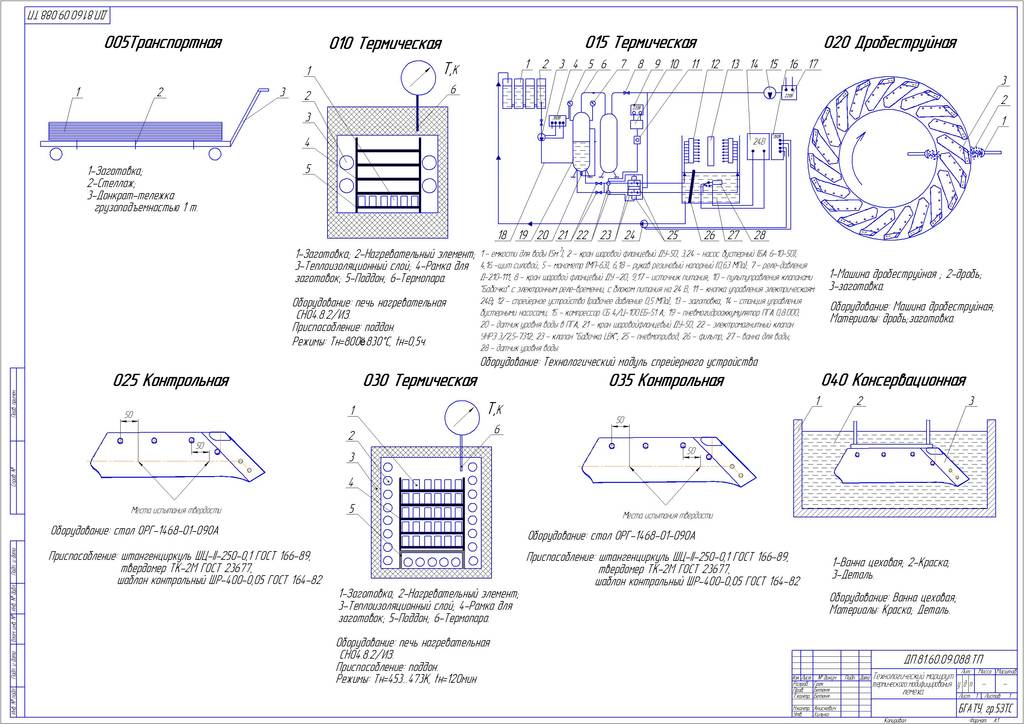
Разработка технологии упрочнения лемехов плугов ППН-8-30 с разработкой спрейерного устройства для закалки (дипломный проект)ID: 204638Дата закачки: 20 Ноября 2019 Продавец: Shloma (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: СОДЕРЖАНИЕ ВВЕДЕНИЕ 1. ОБОСНОВАНИЕ ТЕМЫ И ЗАДАЧ ПРОЕКТА 1.1. Общие положения 1.2. Анализ конструкции лемехов 1.3. Задачи решаемые в проекте 2. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И ГОДОВЫЕ ФОНДЫ ВРЕМЕНИ 3.. ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ И УПРОЧНЕНИЯ ЛЕМЕХОВ 3.1. Назначение и особенности конструкции разрабатываемых лемехов 3.2. Обоснование содержания операций технологического процесса изготовления лемехов и применяемого оборудования 4. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ПРОИЗВОДСТВЕННОГО УЧАСТКА ТЕРМИЧЕСКОГО МОДИФИЦИРОВАНИЯ 4.1 Назначение 4.2 Производственная программа и годовой объем работ 4.3 Расчет количества производственных рабочих 4.4 Расчет количества и подбор оборудования 4.5 Расчет количества рабочих мест 4.6 Расчет потребности в энергоресурсах 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПЛАНИРОВКИ УЧАСТКА 6. КОНСТРУКТОРСКАЯ РАЗРАБОТКА 6.1. Обоснование существующих устройст 6.2. Расчет коллектора 6.3. Особенности экономического обоснования целесообразности изготовления оборудования 6.3.1. Расчет затрат на изготовление оборудования 7. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ 7.1. Анализ состояния охраны труда в ОАО «Минский райагросервис» и мероприятия по его улучшению 7.2. Характеристика условий труда и производства при выполнении технологического процесса поверхностного модифицирования лемехов плугов 7.3. Организационно-технические мероприятия по обеспечению необходимых санитарно-гигиенических условий труда, организация рабочих мест, безопасности на участке поверхностного модифицирования лемехов плугов 7.4 Инженерные мероприятия по обеспечению необходимых санитарно-гигиенических условий труда 7.4.1. Расчет вентиляции термического участка 7.5. Пожарная безопасность в ОАО «Минский райагросервис» 7.6. Мероприятия по обеспечению безопасности в чрезвычайных и экологических неблагоприятных ситуациях в ОАО «Минский райагросервис» 8. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА 8.1. Методика экономической оценки эффективности производства сменных быстроизнашивающихся рабочих органов почвообрабатывающих сельскохозяйственных машин 8.2. Себестоимость изготовления лемеха ППН.8.30/50-301 ЗАКЛЮЧЕНИЕ Литература Приложения 3 ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ И УПРОЧНЕНИЯ ЛЕМЕХОВ 3.1 Назначение и особенности конструкции разрабатываемых лемехов Назначение. Лемех плуга - рабочая часть корпуса плуга, которая служит для подрезания пласта почвы, его подъема и направления на отвал плуга [1]. Разрабатываемые лемехи ППН.8.30/50-301А предназначены для установки на корпуса ПК-16.000 плугов ПКМ-5-40Р, ППН.8.30/50 и других плугов, с конструкцией корпусов аналогичной корпусу ПК-16.000. Особенности конструкции. Лемех плуга представляет собой сложно-контурный слегка изогнутый лист неравномерной толщины по поперечному и продольному сечениям (максимальная толщина 10мм)? с четырьмя отверстиями Ø16мм сложной формы для установки болтов со специальной головкой при креплении к башмаку корпуса плуга и двумя аналогичными по форме отверстиями Ø13мм для крепления к лемеху долота. Лемехи должны быть изготовлены по рабочему чертежу из стали 60ПП ТУ 14-1-1926-76 РФ (допускается использование стали 60ПП ГОСТ 1050-88), термообработаны и соответствовать требованиям СТБ 1014-95. Твердость поверхности лемехов после термообработки должна быть 55...58HRC. Ресурс лемехов в течение агротехнического срока при вспашке различных типов почв должен соответствовать значению гарантийной наработки и составлять не менее 50га. При оценке ресурса лемехов предельное состояние определяется линейным износом по ширине и толщине. Ширина лемеха от кромки лезвийной части до оси крепежных отверстий допускается не менее 85мм. Линейный износ по толщине в зоне крепежных отверстий не должен превышать 7мм. 14 3.2 Обоснование содержания операций технологического процесса изготовления лемехов и применяемого оборудования Операция 005 - отрезная. В разрабатываемой технологической операции используется ленточно-отрезная пила НВ 2808 фирмы «Кнут-Руссланд» (цена 3680 евро). Допускается более дешевая ленточная пила НВ 210 (1390 евро) с толщиной ленты от 0,4 до 0,9мм. В технологическом процессе, разработанном на Минском тракторном заводе (в дальнейшем МТЗ), используются пресс-ножницы с усилием 5000 кН, требующие в отличие от ленточных отрезных пил дополнительной обработки торцов заготовки для устранения вмятин и вытяжки металла за пределы допуска. Кроме того, ленточно-отрезной способ обладает более высокой точностью, возможностью обработки заготовок различных размеров и толщины, высокой производительностью, стойкостью инструмента и минимальным резом. Операция 010 - гибочная. Для последующего горяче-прессового получения заготовки лемеха прокат должен быть изогнут под углом 60° для обеспечения лучшей текучести металла в направлении формы заготовки лемеха. Выполняемая операция с предварительным подогревом ТВЧ до температуры 1200 °С за время 30 с на горячештамповочном кривошипном прессе. Гибка осуществляется за 1-2 удара. Допускается пресс с усилием 25 т. Отличительной особенностью предлагаемой операции по сравнению с технологией МТЗ является применение ТВЧ вместо печного нагрева, что значительно повышает производительность операции. Операция 015- термическая. Нагрев заготовки производится в электрической печи сопротивления. Использование индукционного нагрева не представляется возможным т. к. сложный и неравномерный контур и толщина заготовки не позволяют обеспечить равномерную температуру по всей ее плоскости и глубине. 15 Операция 020 - прессовая. На данной операции выполняется формообразование поковок лемеха в 3-ручьевом штампе. На 1-м ручье происходит вытягивание заготовки круга по длине, на 2-м - формирование контура лемеха с прошивкой 4-х отверстий Ø16 мм и 2-х отверстий Ø13 мм и на 3-м ручье - вырубка поковки. Предварительный нагрев осуществляется в электропечи сопротивления СНО-4.8.25/6И3 с последующей штамповкой. Разработанная технология получения поковки в целом соответствует технологии МТЗ с учетом следующих отличительных особенностей: • Поковка, изготавливаемая по технологии разработанной МТЗ, не содержит отверстий для крепления лемеха и долота, формообразование которых предусматривается механической обработкой. Это вызывает целый ряд дополнительных операций, направленных на улучшение структуры металла, подготовку технологических баз и др. работы; • В предлагаемой операции прошивка отверстий возможна в прессовой операции, поскольку диаметр отверстий больше чем толщина прессуемого материала. В результате достигается большая экономическая эффективность по сравнению с технологией МТЗ. Усилие пресса, необходимое для горячего прессования определяется формулой (2.1): Принимая для лемеха 1111Н8 30/50-301А значения Ln = 520мм и Вср = 160мм, получим: Fn = 520 • 160 = 83200 мм2; ДПР=1,13•83200=326мм. Для конструкционной стали 60ПП при нагреве до температуры пластической деформации 900-1200°С предел текучести σт= 4 МПа [8]. Тогда: 90 /520 Р = 8(1-0,0013•26).(1,1 + _).(1 + 0,1 )• 4-83200= 2459690 Н~ 245 т 326 V160 Поскольку данная операция предусматривает изготовление поковки из круга, то с учетом коэффициентов запаса прочности усилие пресса принимаем Р = 350 т. Операция 025 - термическая. На этой операции выполняется закалка заготовки до 60-62HRC с нагревом в электрической печи сопротивления и спрейерным охлаждением водой. Особенностью стали 60ПП является применение объемно-поверхностной закалки с применение волнового охлаждения водой. Эксперименты показывают, что волновое охлаждение успешно заменяется спрейерным (струйным), обеспечивая требуемую твердость 60-62 HRC. Во избежание коробления заготовки (деформации гибочных радиусов) допускается осуществлять нагрев и охлаждение в заневоленном состоянии. Аналогичная операция с заневоливанием заготовки (после нагрева) выполняется по технологии МТЗ с использованием закалочного пресса К - 280. Отличительной особенностью технологии МТЗ является использование стали марки 65Г, которая не обеспечивает для быстроизнашивающихся деталей, таких как лемех, требуемых физико-механических свойств и экологической безопасности технологического процесса. Операция 030 - термическая (отпуск). Отпуск производится с применением электрической печи сопротивления с нагревом до температуры 160-180 °С продолжительностью 1,0-1,5 часа и последующим охлаждение на воздухе. В результате твердость составляет 60-62 HRC. Операция 035 - дробеструйная. Для очистки заготовки применяется дробеструйная обработка, которая имеет существенные преимущества перед пескоструйной очисткой по производительности, качеству очистки и производительности. Аналогичная обработка предусматривается и по технологии МТЗ. Операция 040 - контрольная. 17 Данная операция органически вписывается после дробеструйной обработки. Применение контрольной операции по технологии МТЗ после закалки и отпуска требует дополнительной очистки, в том числе в месте измерения твердости, и не позволяет качественно произвести контроль остальных размеров детали. Операция 050 - упаковочная. Упаковочная операция выполняется в соответствии с требованиями технических условий на разработку лемеха. Она предусматривает комплектацию, консервацию, упаковку с последующим направлением на склад готовой продукции. На технологические операции по упрочнению лемехов с применением термического модифицирования разработаны операционные карты. Они выполнялись в соответствии с методическими рекомендациями [6], а также нормативных документов [9, 10]. Оформленные , согласно [9, 10] операционные карты приведены в приложении 1. рР 6 КОНСТРУКТОРСКАЯ РАЗРАБОТКА 6.1 Описание существующих устройств В производственной практике наиболее часто для охлаждения деталей, при закалке, используют ванны с охлаждающей средой [5].Для повышения скорости охлаждения могут применятся системы с водяным душем. Спрейерные устройства позволяют достичь высокой и равномерной твердости поверхности, обладают высокой производительностью [5]. Наиболее полно требованиям охлаждения заготовок из стали 60пп удовлетворяют технологические модули, разрабатываемые и используемые на базе технологического научно-производственного центра БГАТУ. В этой связи, в дипломном проекте за основу была принята одна из схем термического модифицирования заготовок, применяемых в ТНПЦ БГАТУ (рисунок 6.1). Рисунок 6.1 - Схема технологического модуля для сложнопрофильных заготовок спрейерного охлаждения. Как следует из рис. 6.1. для спрейерного охлаждения водой, используется охлаждающая среда по замкнутому циклу (система оборотного водоиспользования). В емкостях (1) имеется запас воды объемом 5м³. Из емкостей вода бустерным насосом (3) нагнетается в гидропневмоаккумулятор (19).Из гидропневмоаккумулятора вода поступает в пневмопривод (25), откуда под давлением поступает в спрейерное устройство (12).Рабочее давление спрейерного устройства 0,5 Мпа. Рисунок 6.2 – Закалочное устройство При закалке во избежание коробления закаленного слоя деталь должна фиксироваться относительно спрейера достаточно точно. Базой при установке детали в закалочное устройство может быть нижний спрейер. Следовательно, его размер должен быть точным и это надо предусмотреть при построении технологического процесса механической обработки. Верхний спрейер также выполнен отдельно и закреплен на направляющих. Вода подводится к спрейерам через шланги. Вода на нагретую поверхность должна подаваться равномерно, под большим давлением через расширяющиеся к выходу патрубки- штуцеры. Площадь сечения водяной камеры индуктора (внутреннее сечение индуктирующего провода) должна быть не менее суммарной площади всех спрейерных отверстий. 6.2 Расчет коллектора Общий коэффициент сопротивления коллектора измененного сечении с линейным изменением поперечного сечения канала вдоль потока определяется по интерполяционным формулам, полученным на основании опытных данных. Учитывая громоздкость представленных в [1,2] формулах очевидно наиболее эффективным является опытное определение потерь давления для конкретного коллектора. Для выполнения линейного профилирования рассматриваемого коллектора обратимся к рис.6.6 Исходные данные расход, скорость жидкости и площадь поперечного сечения потока на Входе в коллектор равны: Vн,Sн, Gн -расходы, скорости жидкости и проходные сечения в 12 отводных патрубках равны между собой :V0iS0G0 -Расчетные сечения(перед отходными патрубками) обозначены 1,2,3.. 12 параметры потока в них равны, соответственно: G1-12 V1-12 S1-12 Рассмотрим уравнение баланса потоков жидкости в коллекторе: G1=p V1 S1=Gн=12 G0 =12*20=240дм3/с; G2=p V2 S2=G1-G0=11 G0=11*20=220дм3/с; G3=p V3S3=G2-G0=10 G0=10*20=200дм3/с; ……………………………. G12=p V12 S12=G11-G0= G0=20дм3/с; Для равномерной раздачи жидкости и организации однотипных условий входа жидкости в отводящие патрубки 1-12 принимаем, что скорость основного потока по мере прохождения не должна изменяться. Рисунок 6.6 – Расчетная схема клина-распределителя Питающий трубопровод а) Основные требования предъявляемые к коллекторам (в данном случае раздающем коллекторе)-это равномерная раздача потока по всем ответвлениям. ; б) При постоянном сечении коллектора Sн и при прочих равных условиях степень равномерной раздачи потока тем значительней, чем дольше его площадь Sн в) Для получения равномерного распределения расхода увеличения площади поперечного сечения, коллектор обычно выполняют сужающимся в направлении потока. Это коллектор измененного сечения. 2. Получить коллектор измененного сечения можно различными способами. Выполнение канала сужающимся по направлению потока. Рисунок 6.4 – Сужение канала ступенчатым способом Рисунок 6.5 – Сужение канала профилированием одной из стенок Рисунок 6.6 – Линейное изменение сечения Тогда в результате расчета, получим следующее соотношение площадей проходного сечения коллектора линейного выравнивания потока: S1=Sн=1,2дм3; S2=11/12Sн=1,1дм3; S3=10/12Sн=1,0дм3; S4=9/12Sн=0,9дм3; ……………………………….. S12=1/12Sн=0,1дм3; 6.3.Особенности экономического обоснования целесообразности изготовления оборудования Методика экономического обоснования целесообразности изготовления оборудования включает ряд элементов: 6.3.1 Расчет затрат на изготовление оборудования Расчет затрат на изготовление оборудования З = М + Спрн + Соп, (6.5) где З - затраты на изготовление оборудования, тыс. руб.; М - стоимость материала, тыс.руб.; Спрн - расходы на оплату труда, тыс.руб.; Соп- общепроизводственные расходы, тыс.руб. Стоимость материала, используемого для изготовления оборудования, рассчитывается по формуле: М = См * Мз, (6.6) где См - стоимость одного килограмма металла, тыс.руб.; Мз - масса заготовки, кг. Мз = Мд / Ки, (6.7) где Мд - масса детали, кг; Ки - коэффициент использования материала, Ки=0,8-0,9. Масса устаноки составляет 200 кг. Тогда масса заготовки: Мз = 200/ 0,8=250кг. Цена материала составляет 3,7 тыс.руб/кг. М =3,7*250=925 тыс. руб. 7.8. Заработная плата производственных рабочих. Заработная плата производственных рабочих (слесарь 3-го разряда и сварщик 2-го): Спр = Сср.ч*Т*Кув, (6.8) где Сср.ч–средняя часовая тарифная ставка, тыс. руб /ч; Т – трудоемкость производственной программы (30ч); Кув – коэффициент, учитывающий доплаты стимулирующего характера, Кув=1,5-2,0. Средняя часовая тарифная ставка определяется по формуле Сср.ч = ? (Счi * ni) / ?ni, (6.9) где Счi - часовая тарифная ставка i – го разряда, тыс.руб.; Ni – количество производственных рабочих i- го разряда, чел. Трудоемкость изготовления закалочного устройства составляет 30 ч. Сср.ч =(0,737*1)+(0,634*1) / 2=0,686 тыс. руб. Спр = 0,686*30*1,5=30,85 тыс. руб. Дополнительная заработная плата производственных рабочих: Сдоп = Ндоп * Спр / 100, (6.10) где Ндоп – норматив отчислений на дополнительную заработную плату производственных рабочих (в % от основной заработной платы). Сдоп = 10*30,85/ 100=3,1 тыс. руб. Отчисления на социальное страхование: Ссоц = (Спр + Сдоп) * Qсоц / 100, (6.11) где Qсоц – ставка отчислений на социальное страхование, %. Ссоц = (30,85+3,1)*35 / 100=11,88 тыс. руб. Единый платеж чрезвычайного налога и обязательных отчислений в государственный фонд содействия занятости[41]: Счз = Qчз * (Спр + Сдоп), (6.12) где Qчз- ставка единого платежа чрезвычайного налога и отчислений в государственный фонд содействия занятости, %. Счз = 0,03*(30,85+3,1)=1,02 тыс. руб. Спрн = Спр + Сдоп + Ссоц + Счз. (6.13) Спрн =30,85+3,1+11,88+1,02=46,85 тыс. руб. Величину общепроизводственных расходов принимаем в % от основной заработной платы производственных рабочих, занятых изготовлением (модернизацией) оборудования, Rоп = 100-200 % Соп = Rоп * Спр / 100 (6.14) Соп = 120*30,85/100=37,02 тыс.руб. З =116,69+46,85+37,02=200,56 тыс.руб. Таким образом, изготовив закалочное устройство, мы сократим время охлаждения, а соответственно улучшим качество закалки, что в значимой мере сыграет на производительность и качество продукции. Комментарии: МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Учреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Факультет «Механизации» Кафедра «Ремонт машин» Допустить к защите Зав. кафедрой: И.И. Хилько « » 2009 г. РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к дипломному проекту на тему: « Разработка технологии упрочнения лемехов плугов ППН-8-30/50 » ДП.81.60.09.088. ПЗ Дипломник Грек Виталий Евгеньевич Руководитель к.т.н. доцент Г.Ф.Бетеня Консультанты: по безопасности жизнедеятельности – ассистент М.О.Цховребова по экономической части – ст. преподаватель В.М.Синельников по конструкторско-технологической части к.т.н. доцент Г.Ф.Бетеня Нормоконтролер к.т.н. доцент Г.И.Анискович Минск 2009 Размер файла: 5,5 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Технология машиностроения / Разработка технологии упрочнения лемехов плугов ППН-8-30 с разработкой спрейерного устройства для закалки (дипломный проект)
Вход в аккаунт: