
Страницу Назад
Поискать другие аналоги этой работы
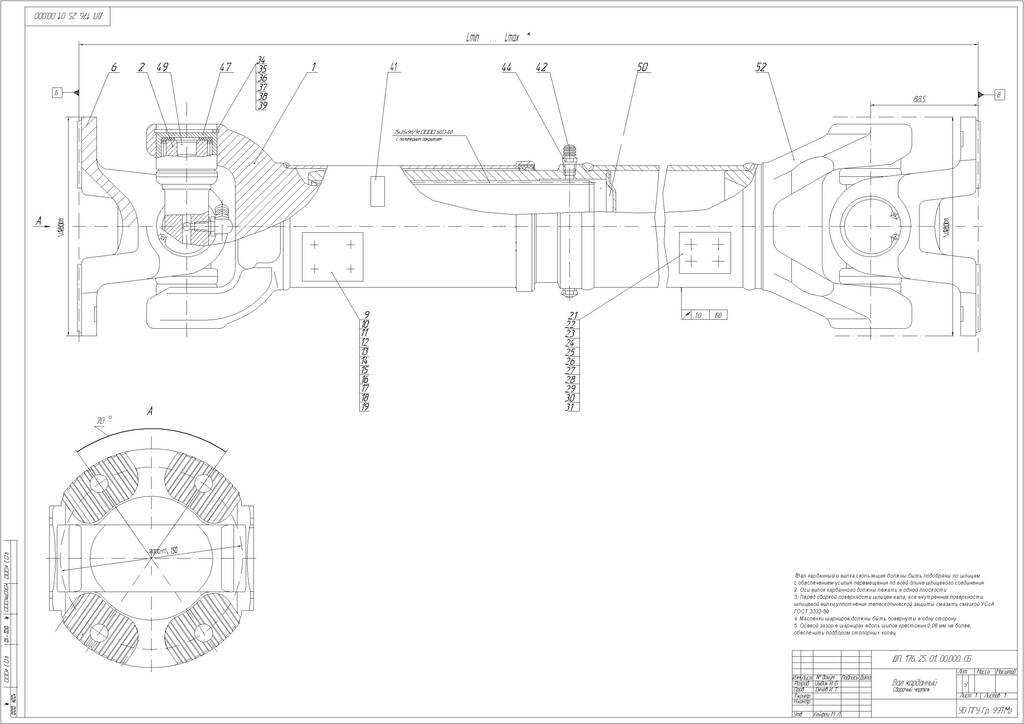
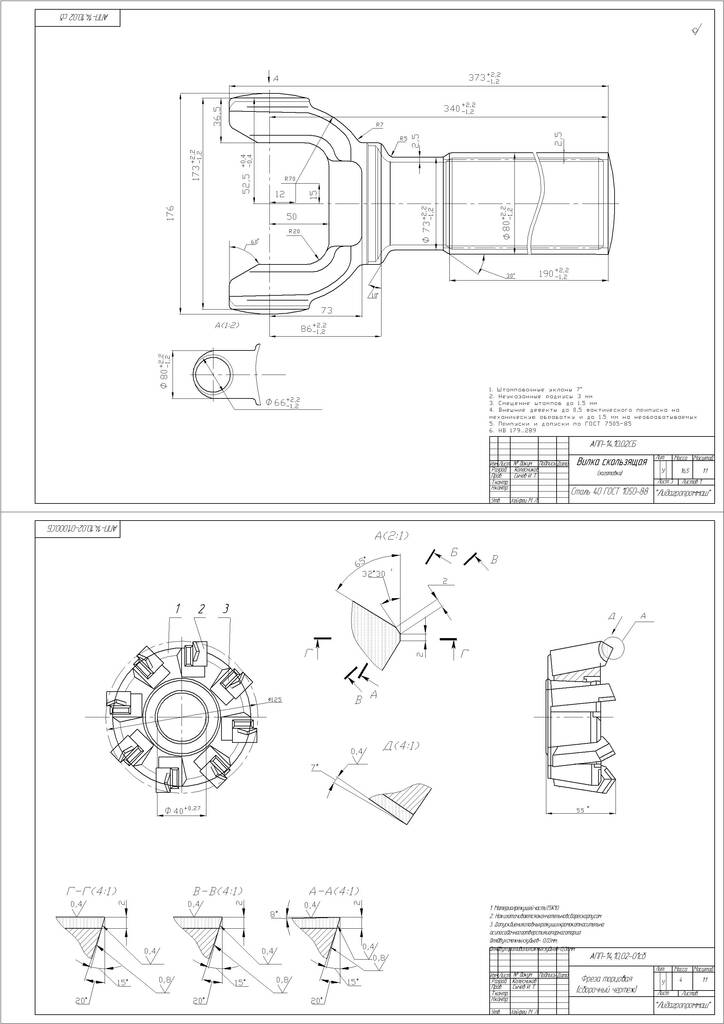
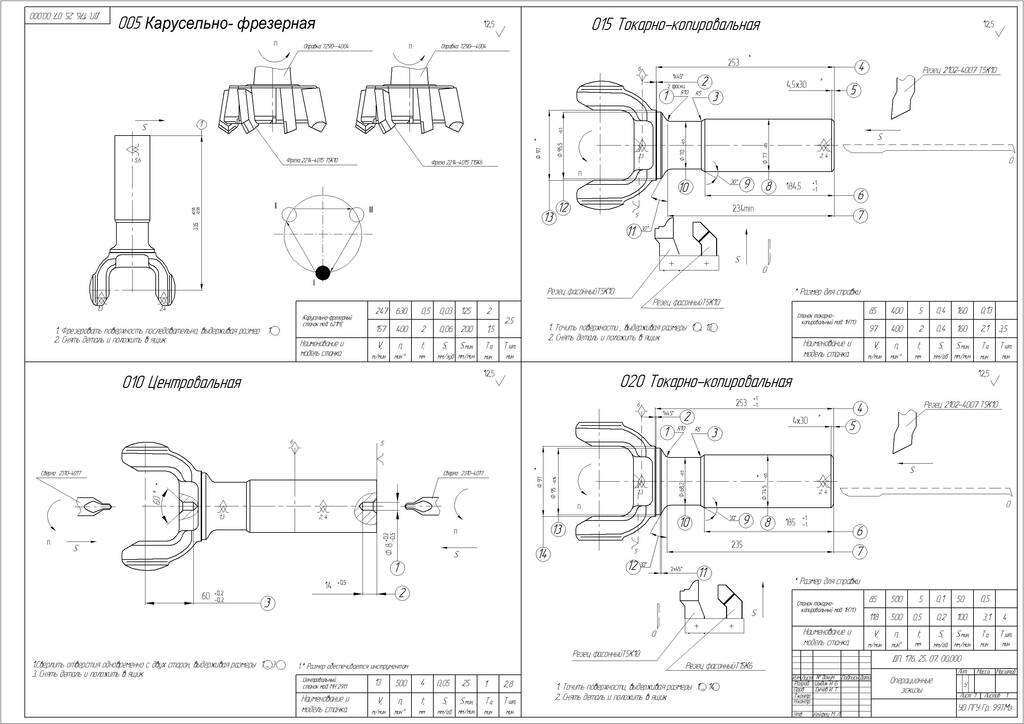
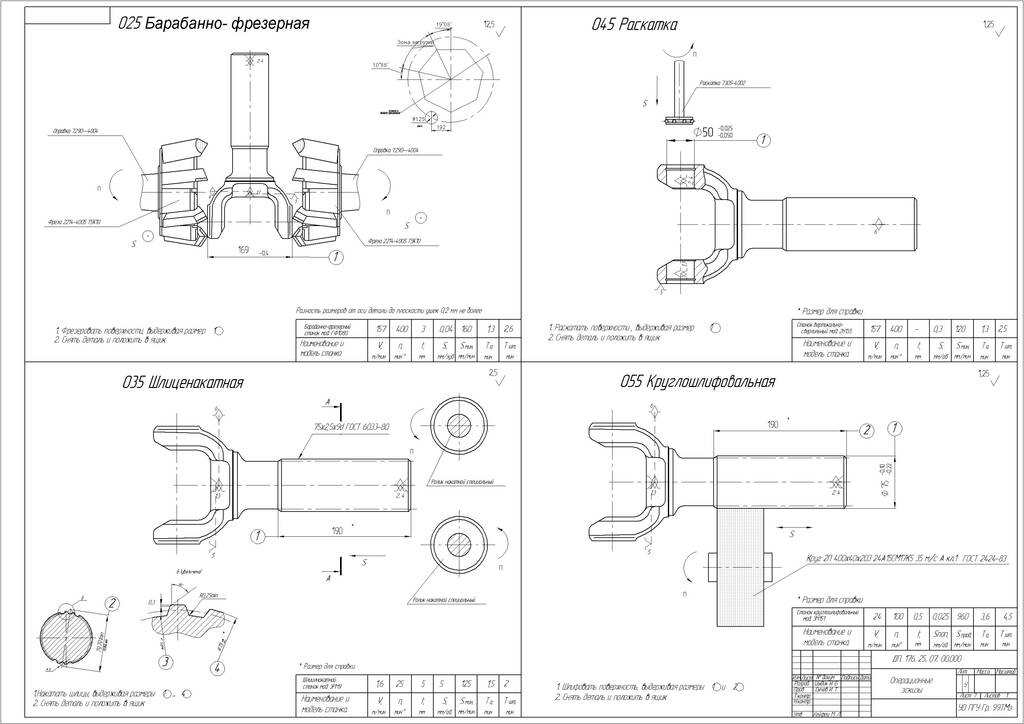
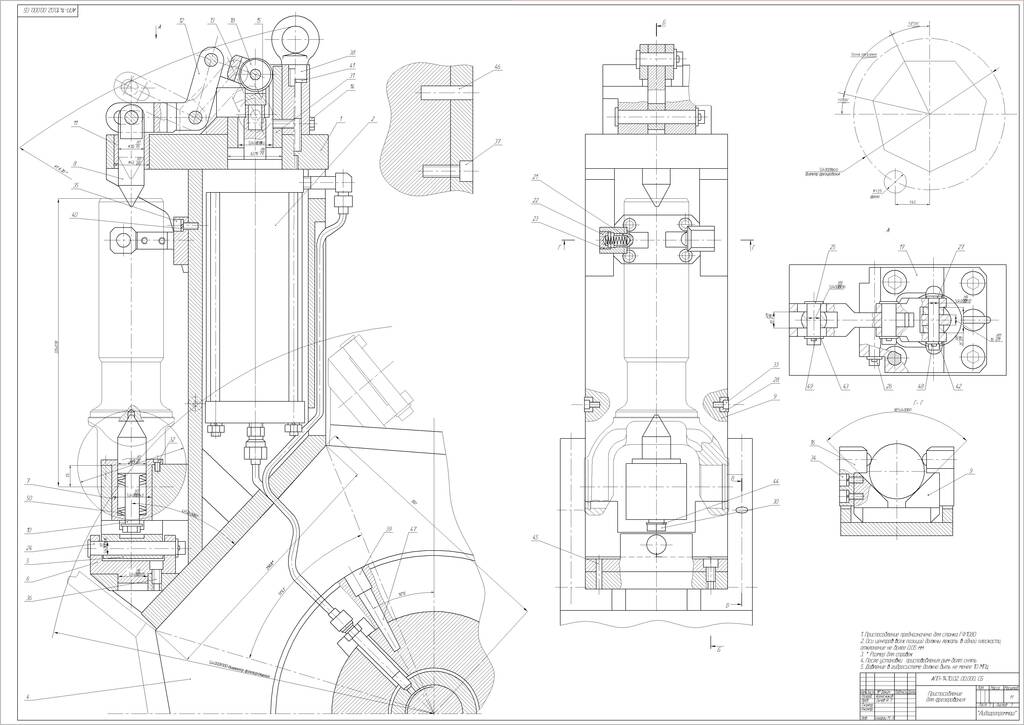
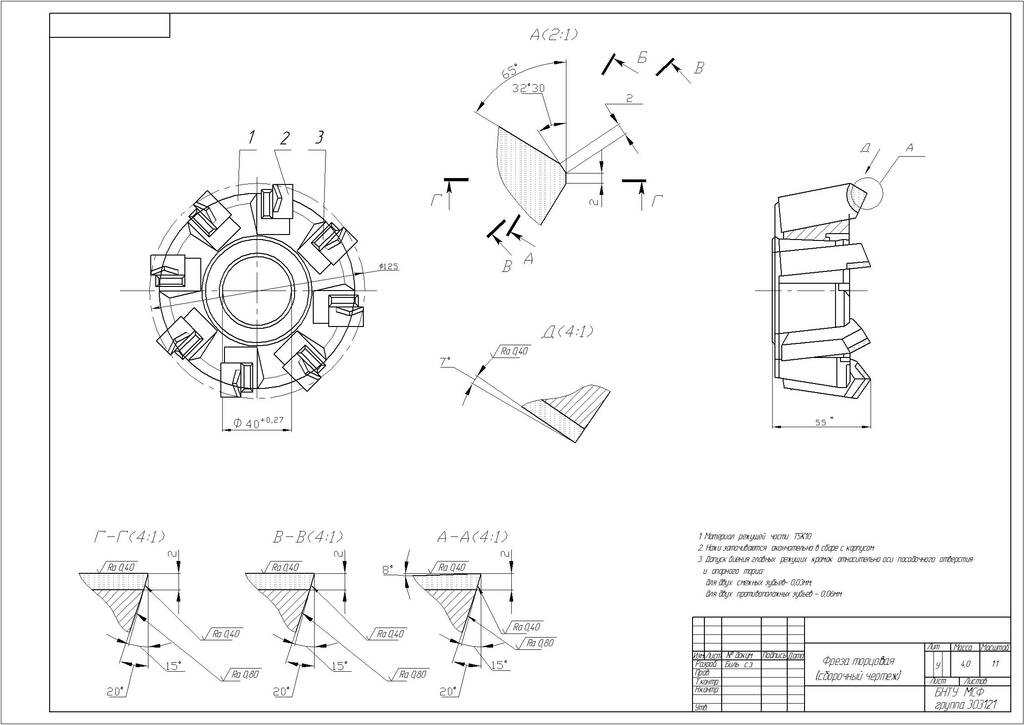
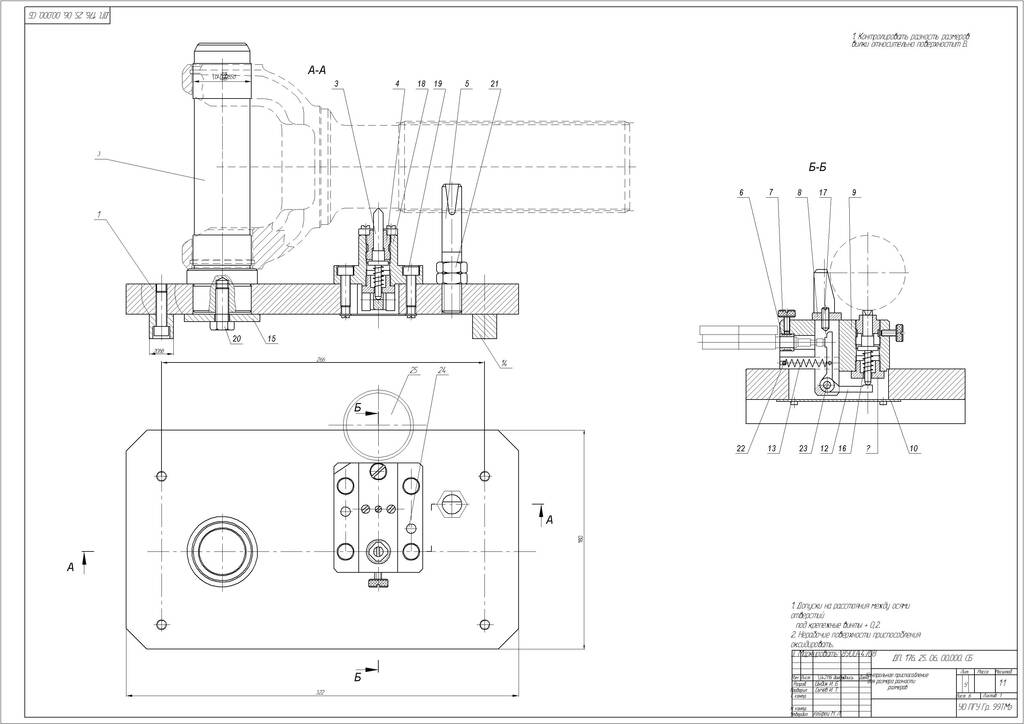
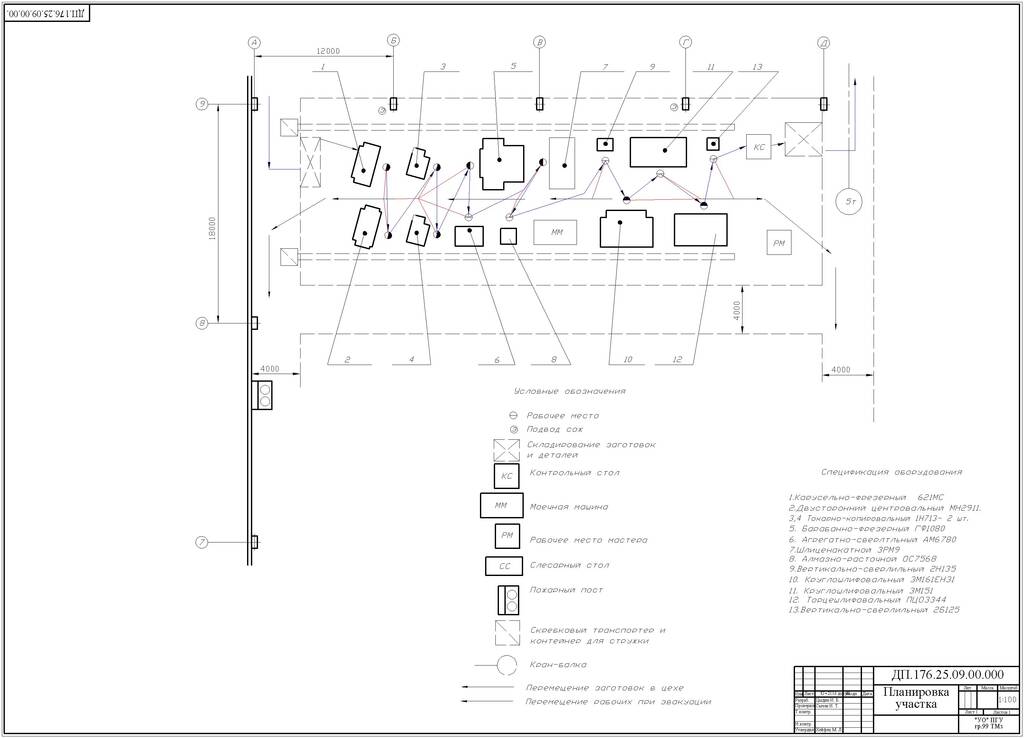
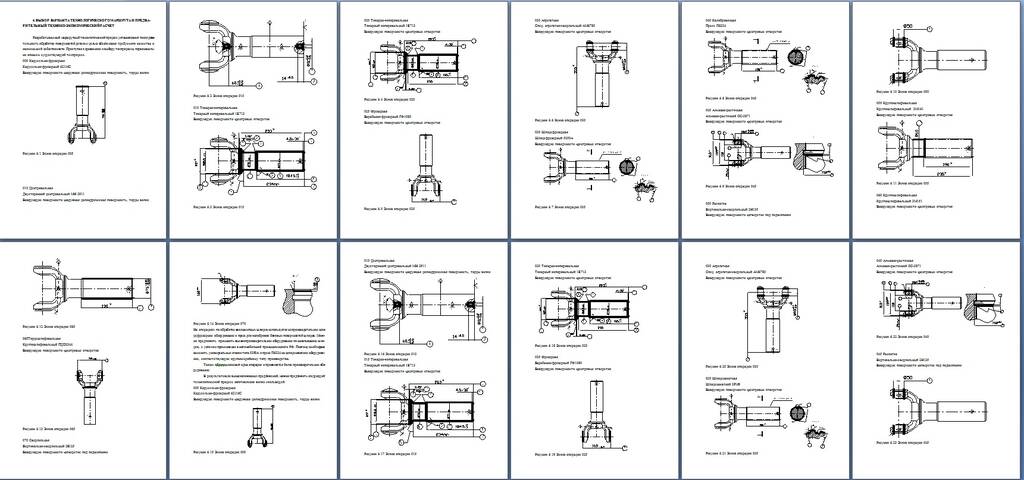
Реконструкция участка механического цеха по изготовлению вилки скользящей карданного вала автомобиля “Kamaз 4310”ID: 210567Дата закачки: 18 Мая 2020 Продавец: Shloma (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: AutoCAD (DWG/DXF), КОМПАС, Microsoft Word Описание: Дипломный проект на тему: “ Реконструкция участка механического цеха по изготовлению вилки скользящей карданного вала автомобиля “Kamaз 4310”” разработал студент группы 99-ТМз Цыдик И. Б. Руководитель проекта - кандидат технических наук, доцент кафедры ТМС Сычев Игорь Тимофеевич Год защиты - 2005 год. Дипломный проект состоит из расчетно-пояснительной записки объемом 126 листов, которая включает 60 рисунков, использовано 22 литературных источника. Графиче¬ская часть проекта объемом двенадцать листов формата А1 включает в себя черте¬жи узла, детали, заготовки, приспособлений на фрезерные операции, контрольного приспособления, режущего инструмента, а также операционные эскизы, план участка и технико-экономические показатели. Приложения дипломного проекта составляют оформленный технологический процесс обработки вилки скользящей карданного вала, спецификации. Объектом дипломного проектирования является деталь автомобиля "KamA3" – вилка скользящая карданного вала. Материал детали - сталь 40 ГОСТ 1050-88, заготовка- штамповка. Проект содержит в себе улучшенный технологический процесс (ТП), позволяющий снизить затраты на производство данной детали. Основу изменений составили следующие положения: 1. Рациональность метода получения заготовки определяется применяемым материалом. Этот материал – сталь 40Х ГОСТ1050-88 . Заготовка – штамповка соответствует реальному чертежу в отношении фактических припусков на обработку и выполнение прочих технических требований. 2. В ТП были правильно выбраны базы для черновых, чистовых операций, соблюдены принципы единства технологических баз. 3. Операции ТП выбраны в правильной последовательности и необходимом количестве для обеспечения необходимых размеров и качества поверхности. 4. Режимы резания являются наиболее прогрессивными. 5. Применили высокопроизводительный режущий инструмент, новые марки инструментального материала его режущей части. 6. ТП соблюдается на операциях, и как следствие, получается необходимое качество обработки детали. 7. Произвели концентрацию шлицефрезерной и калибровочной операций и заменили их на шлиценакатную. Данные замены позволили снизить себестоимость изготовления детали за счет уменьшения стоимости оборудования и снижения эксплуатационных расходов. Применительно к заданной детали разработаны вопросы охраны труда и окружающей среды, применен конвейер для уборки стружки, выполнена планировка участка механической обработки. При работе над проектом применялась ЭВМ. Для разработанной технологии проведены необходимые экономические расчеты. Содержание Введение …………………………………………………….. 5 1.Анализ служебного назначения детали……… 7 2.Анализ технологичности конструкции детали…… 10 3.Определение типа производства……………... 13 4.Выбор заготовки и его экономическое обоснование… 5.Анализ существующего технологического процесса…………………………………. 19 6.Выбор варианта технологического маршрута и предварительный технико-экономический расчет……………………. 28 7.Расчет общих и межоперационных припусков……42 8.Расчет режимов резания……………….. 49 9. Нормирование технологического процесса………… 54 10. Расчет и проектирование приспособлений…………56 11.Механизация и автоматизация процесса изготовления и контроля детали…………………………68 12.Стандартизация и контроль качества продукции…………70 13.Режущий инструмент…………………………. 72 14. Контрольный инструмент……………………….76 15. Организация производства, проектирование и расчет участка цеха………….….78 16. Экономика производства……………………. 82 17. Охрана труда…………………………….. 111 18. Гражданская оборона………………………………118 Заключение…………………………………………………...123 Список использованной литературы…………………..124 2.АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ Анализируя технологичность конструкции детали, надо рассматривать ее исходя из тех требований, которые приведены в соответствующем ГОСТ14.201-83. Анализ технологичности конструкции детали необходимо провести по двум направлениям: технологическому контролю чертежей и технологическому анализу. Технологический контроль чертежей можно свести к тщательному их изучению. Все рабочие чертежи обрабатываемой детали содержат все необходимые сведения, дающие полное представление о детали, т. е. все проекции, виды, разрезы, сечения на чертеже представлены. На чертеже указаны все размеры с необходимыми допусками, шероховатость обрабатываемой поверхности, допускаемые отклонения от правильных геометрических форм, а также взаимного положения поверхностей. Чертеж содержит все необходимые сведения о материале детали, термической обработки, применяемых защитных и декоративных покрытий, весе детали и т. п. Таким образом, технологический контроль – важная стадия проектирования технологических процессов помогла выяснению и уточнению приведенных выше факторов. Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Основные задачи, решаемые при анализе технологичности обрабатываемой детали можно свести к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами. Таким образом, улучшение технологичности конструкции позволяет снизить себестоимость ее изготовления без ущерба для служебного назначения. Анализ технологичности конструкции целесообразно проводить в определенной последовательности. 1. Изучив условия работы конструкции, а также то, что изготовление данной детали будет происходить в условиях серийного производства, можно сказать, что заменить эту конструкцию сварной или сборной невозможно по случаю необходимости высоких механических свойств. Тоже самое можно сказать и о замене материала детали. Для установления возможности высокопроизводительных методов обработки проанализируем поверхности детали (см. рисунок. 2.1) Рис.2.1- Вилка скользящая a. С точки зрения механической обработки, вилка, является нетехнологичной, так как операция нарезания шлицев со снятием стружки производится малопроизводительным методом шлицефрезерования. b. Все поверхности простую геометрическую форму, поэтому отпадает необходимость в специальных профильных операциях. c. Почти все поверхности легкодоступны для обработки. Исключение составляет шлицевая поверхность, так как для обработки этой поверхности необходимо применить шлицефрезерование. 2. Все размеры, оговоренные допуска и шероховатость поверхностей технологически увязаны. В большинстве своем все поверхности имеют низкие требования по шероховатости, поэтому необходимость дополнительных технологических операций для получения высокой точности обрабатываемой детали отпадает. 3. Все указанные на чертежах допускаемые отклонения размеров, шероховатость и пространственные отклонения геометрической формы и взаимного расположения поверхностей получается с учетом геометрических погрешностей станка и не влияют на служебные функции детали. 4. Определяя возможность непосредственного измерения заданных на чертеже размеров, можно сказать, что потребности в специальных мерительных инструментах не существует. 5. Анализируя конструкцию детали можно сделать вывод, что поверхности, которые могут быть использованы в качестве баз – отверстие цилиндрическое под подшипники. 6. Возможность рационального выбора заготовки находится в пределах от поковки на молоте до объемной штамповки или штамповки в открытых штампах. Однако все должно быть экономически обосновано методом получения заготовки и серийностью производства. Исходя из этих факторов, можно предложить штамповку на горизонтально-ковочных машинах с пробивкой отверстия или объемную штамповку в двух плоскостях. Это обеспечит маленькие припуски и уменьшение операций технологического процесса. Количественная оценка технологичности При оценке детали на технологичность обязательными являются следующие показатели : 1. Коэффициент унификации основных элементов детали Кст= 0,8-0,9, 1, с.33 где: Дст- количество стандартных поверхностей Добщ- общее количество поверхностей. Дст=15 Добщ=18 Кст = =0,83; Кст=0,830,8; 2. Коэффициент использования материала Kи..м. = q/Q, где q и Q – соответственно масса детали и заготовки. Масса детали q = 12 кг Kи.м.= 12 / 16,5 = 0,730,65…0,85, по этому показателю деталь технологична 3. Максимальное значение квалитета обработки IT6. 4. Минимальное значение параметра шероховатости Rа = 1,25 мкм. Как известно, конечная цель технологического анализа конструкции – оценка ее, на сколько она технологичная. В связи с этим, можно сделать вывод: конструкция детали в целом технологична. 3.ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА Тип производства по ГОСТ 14.004-83 характеризуется коэффициентом закрепления Кзо, который показывает отношение числа всех различных операций, входящих в технологический процесс к числу рабочих мест и рассчитывается по формуле 2, с. 35 К з о =О/Р где: О- суммарное количество операций выполняемых на данном рабочем месте. Р- суммарное количество станков. Исходные данные: а) Годовая программа выпуска N1= 20 000 шт. б) кол-во деталей на 1 изделие m= 1 шт. в) запасные части % = 2%. г) действительный годовой фонд времени FД= 4080 ч. Расчёт действительной годовой программы выпуска изделия ведётся по формуле N=N1m(1+/100) N= 20 0001(1+2%/100%)= 20400 шт. Расчёт количества станков на каждой операции ведётся по формуле m= NTшт /60 Fd где: Fd – действительный годовой фонд времени 4080ч. Tшт - штучное время на изготовление детали на данной операции, мин. Расчёт фактического коэффициента загрузки ведётся по формуле зн = mр /P где: Р- принятое количество станков на каждой операции, шт. Расчёт количества операций выполняемых на каждом рабочем месте производим по формуле [2,с.36] O= зн/зф Для определения количества до загрузочных операций необходимо знать нормативный коэффициент загрузки станков, его можно определить по литературе 2 Операция 005 Карусельно-фрезерная Оборудование: карусельно-фрезерный станок 621МС Тшт=2,5 мин. mр1=20400*2,5/ 60*4080=0,2 nзф=0,2/1=0,2 О1= 0,75/0,2=3,75 Данные заносим в таблицу 3.1 Таблица-3.1 Данные расчёта типа производства N опер. Операция Тшт. mр Р зф О 005 Карусельно-фрезерная 2,5 0,2 1 0,2 3,75 010 Центровальная 2,8 0,23 1 0,23 3,26 015 Токарно-гидрокопировальная 3,5 0,3 1 0,3 2,5 020 Токарно-гидрокопировальная 4 0,33 1 0,33 2,27 025 Барабанно-фрезерная 2,6 0,22 1 0,22 3,4 030 Агрегатно-сверлильная 3,2 0,27 1 0,27 2,7 035 Шлицефрезерная 6,0 0,5 1 0,5 1,5 040 Колибровочная 4,0 0,3 1 0,3 2,5 045 Алмазно-расточная 3,6 0,29 1 0,29 2,6 050 Раскатка 2,5 0,21 1 0,21 3,6 055 Круглошлифовальная 2,5 0,21 1 0,21 3,6 060 Круглошлифовальная 4,5 0,37 1 0,37 2,02 065 Торцешлифовальная 3,2 0,27 1 0,27 2,8 070 Вертикально-сверлильная 1,5 0,12 1 0,12 6,25 Кзо=42,75/14=3,05 1<=Кз.о<=10 1<=3,05<=10 Что указывает на крупносерийное производство. Рассмотрим целесообразность организации поточной линии. Заданный суточный выпуск изделия Nc = N r / 255, где N r –годовой объем выпуска изделий Nc = 20400/255 = 80 шт. Суточная производительность поточной линии Q c = (Fc / Tcp) з, где Fc - суточный фонд времени работы оборудования; Tcp – средняя станкоёмкость основных операций; з – коэффициент загрузки оборудования. Средняя станкоёмкость основных операций Tcp = Тшт i / (n*R), где R – средний коэффициент выполнения норм времени; n – количество основных операций. Tcp = 46,4* / (13*1,2), Tcp = 2,9 станко-мин. Q c = ( 960 / 2,9) * 0,75 = 441шт По основному времени поточная линия должна быть загружена на 75...80%, следовательно применение однономенклатурной поточной линии нецелесообразно. 4.ВЫБОР ЗАГОТОВКИ И ЕГО ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ В базовом технологическом процессе материалом для заготовки принята сталь 40, относящаяся к классу конструкционных сталей общего назначения. Данная сталь характеризуется средними механическими свойствами, чего вполне достаточно при данных условиях. Химический состав стали 40 ГОСТ 1050-88 приведен в таблице 4.1. Таблица -4.1.Химический состав стали 40 ГОСТ 1050-88 Сталь С Si Mn S, Р Cr Ni Сталь 40 0,4-0,5 0,17-0,27 0,50-0,80 0,045 0,30 0,30 Возможным заменителем базовой стали 40 можно принять сталь 12ХН3А. Химический состав стали 12ХН3А приведен в таблице 4.2. Таблица 4.2 Химический состав стали 12ХН3А Сталь С Si Mn S P Cr Ni 12ХН3А 0,10-0,14 0,17-0,37 0,30-0,60 0,025 0,025 0,60-0,90 2,75- 3,15 Так как указанные стали не являются литейными, то литье как вид получения заготовок для вилки принимать нельзя. Исходя из анализа конструкции вилки, можно предложить виды получения заготовки: - пластическая деформация; - из сортового проката (только для единичного производства). Пластическая деформация как метод получения заготовок характеризуется высоким показателем коэффициента использования материала, удовлетворительными показателями шероховатости поверхности, относительно небольшими припусками на механическую обработку. При пластической деформации образуется благоприятная структура строения зерен металла, сердцевина получается плотной, что способствует повышению обрабатываемости. Исходя из конструктивных особенностей детали, можно предложить следующие методы получения заготовок: - штамповка; - ковка на ГКМ. Для осуществления процесса штамповки необходимо изготовить специальный инструмент (штамп). Изготовление инструмента сопряжено со следующими трудностями: материалом для инструмента является дорогостоящая и (как правило) труднообрабатываемая сталь (или твердый сплав), инструмент имеет сложную геометрическую поверхность. Производство инструмента необходимо вести используя методы электро-физические методы обработки, которые характеризуются большими энергозатратами и невысокой производительностью. Вследствие геометрических параметров детали, получение заготовки необходимо вести в горячем состоянии, а это, в свою очередь, приведет к уменьшению срока службы инструмента, и негативно скажется на себестоимости заготовок. При ковке на ГКМ используемый инструмент имеет простую (по сравнению со штамповкой) форму и меньшую себестоимость. Процесс ковки на ГКМ обеспечивает достаточную производительность. Однако штамповка обеспечит минимальные припуски, что особенно важно для такой детали в которой много поверхностей не обрабатываются, а остальные предусматривают минимальную обработку При получении заготовок из сортового проката возрастает количество операций обработки резанием, больше металла переводится в стружку. При использовании данного метода на предприятии необходимо иметь специальные станки по резке металла. В связи с большим диаметром детали можно использовать только прокат большого диаметра. Обработка такого диаметра на широко используемых токарно-винторезных станках приведет к нерациональному переводу металла в стружку. Однако, применение данного метода не требует наличие на предприятии литейного или кузнечно-прессового цеха. Выбранный заготовительный процесс должен быть экономически эффективным в данных производственных условиях. Необходимо максимальное приближение формы и размеров заготовки к форме и размерам готовой детали, что ведет к снижению трудоемкости механической обработки. При выборе вида заготовки для проектируемого технологического процесса возможны следующие варианты: 1. Метод получения заготовки принимается аналогично существующему в данном производстве; 2. Метод получения заготовки изменяется, однако это обстоятельство не вызывает изменений в технологическом процессе механической обработки; 3. Метод получения заготовки изменяется, и в результате этого существенно изменяется ряд операций механической обработки детали. В нашем случае согласно [3] принимаем первый вариант и, как следствие, стоимость заготовки не изменяется, т. е. она не учитывается при определении технологической себестоимости. Основываясь на упрощенном экономическом расчете, принимаем в качестве метода получения заготовок штамповку без пробития отверстия. Приведем эскиз предполагаемой штамповки Рисунок 4.2- Эскиз заготовки -штамповки 6.ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И ПРЕДВА-РИТЕЛЬНЫЙ ТЕХНИКО-ЭКОНОМИЧЕСКИЙ РАСЧЕТ Разрабатываемый маршрутный технологический процесс устанавливает последовательность обработки поверхностей детали с целью обеспечения требуемого качества и наименьшей себестоимости. Приступая к сравнению и выбору техпроцесса, первоначально опишем существующий техпроцесс. 005 Карусельно-фрезерная Карусельно-фрезерный 621МС Базирующие поверхности -наружная цилиндрическая поверхность, торцы вилки Рисунок 6.1 Эскиз операции 005 010 Центровальная Двусторонний центровальный МН 2911 Базирующие поверхности -наружная цилиндрическая поверхность, торцы вилки Рисунок 6.2 Эскиз операции 010 015 Токарно-копировальная Токарный копировальный 1Е713 Базирующие поверхности -центровые отверстия Рисунок 6.3 Эскиз операции 015 020 Токарно-копировальная Токарный копировальный 1Е713 Базирующие поверхности -центровые отверстия Рисунок 6.4 Эскиз операции 020 025 Фрезерная Барабанно-фрезерный ГФ1080 Базирующие поверхности -центровые отверстия Рисунок 6.5 Эскиз операции 025 030 Агрегатная Спец. агрегатно-сверлильный АМ6780 Базирующие поверхности -центровые отверстия Рисунок 6.6 Эскиз операции 030 035 Шлицефрезерная Шлицефрезерный 5350А Базирующие поверхности -центровые отверстия Рисунок 6.7 Эскиз операции 035 040 Калибровочная Пресс П6324 Базирующие поверхности -центровые отверстия Рисунок 6.8 Эскиз операции 040 045 Алмазно-расточная Алмазно-расточной ОС-3871 Базирующие поверхности -центровые отверстия Рисунок 6.9 Эскиз операции 045 050 Раскатка Вертикально-сверлильный 2Н135 Базирующие поверхности -отверстие под подшипники Рисунок 6.10 Эскиз операции 050 055 Круглошлифовальная Круглошлифовальный 3М161 Базирующие поверхности -центровые отверстия Рисунок 6.11 Эскиз операции 055 060 Круглошлифовальная Круглошлифовальный 3М151 Базирующие поверхности -центровые отверстия Рисунок 6.12 Эскиз операции 060 065Торцешлифовальная Круглошлифовальный ПЦО3344 Базирующие поверхности -центровые отверстия Рисунок 6.13 Эскиз операции 065 070 Сверлильная Вертикально-сверлильный 2Б125 Базирующие поверхности -отверстие под подшипники Рисунок 6.14 Эскиз операции 070 На операциях по обработке эвольвентных шлицев используется непроизводительное шлицефрезерное оборудование и пресс для калибровки боковых поверхностей шлицев. Можно предложить применить высокопроизводительное оборудование по накатыванию шлицев, с успехом применяемое в автомобильной промышленности РФ. Поэтому необходимо заменить универсальные станки типа 5350А и пресс П6324 на шлиценакатное оборудование, соответствующие крупносерийному типу производства. Таким образом исчезает одна операция и проявляется более производительное обо-рудование. В результате всех вышеизложенных предложений, можно предложить следующий технологический процесс изготовления вилки скользящей. 005 Карусельно-фрезерная Карусельно-фрезерный 621МС Базирующие поверхности -наружная цилиндрическая поверхность, торцы вилки Рисунок 6.15 Эскиз операции 005 010 Центровальная Двусторонний центровальный МН 2911 Базирующие поверхности -наружная цилиндрическая поверхность, торцы вилки Рисунок 6.16 Эскиз операции 010 015 Токарно-копировальная Токарный копировальный 1Е713 Базирующие поверхности -центровые отверстия Рисунок 6.17 Эскиз операции 015 020 Токарно-копировальная Токарный копировальный 1Е713 Базирующие поверхности -центровые отверстия Рисунок 6.18 Эскиз операции 020 025 Фрезерная Барабанно-фрезерный ГФ1080 Базирующие поверхности -центровые отверстия Рисунок 6.19 Эскиз операции 025 030 Агрегатная Спец. агрегатно-сверлильный АМ6780 Базирующие поверхности -центровые отверстия Рисунок 6.20 Эскиз операции 030 035 Шлиценакатная Шлиценакатной 3РМ9 Базирующие поверхности -центровые отверстия Рисунок 6.21 Эскиз операции 035 040 Алмазно-расточная Алмазно-расточной ОС-3871 Базирующие поверхности -центровые отверстия Рисунок 6.22 Эскиз операции 040 045 Раскатка Вертикально-сверлильный 2Н135 Базирующие поверхности -отверстие под подшипники Рисунок 6.23 Эскиз операции 045 050 Круглошлифовальная Круглошлифовальный 3М161 Базирующие поверхности -центровые отверстия Рисунок 6.24 Эскиз операции 050 055 Круглошлифовальная Круглошлифовальный 3М151 Базирующие поверхности -центровые отверстия Рисунок 6.25 Эскиз операции 055 060Торцешлифовальная Круглошлифовальный ПЦО3344 Базирующие поверхности -центровые отверстия Рисунок 6.26 Эскиз операции 060 065 Сверлильная Вертикально-сверлильный 2Б125 Базирующие поверхности -отверстие под подшипники Рисунок 6.27 Эскиз операции 065 Более детальная проработка техпроцесса, припуски, допуски будет показана далее в дру-гих разделах и в технологической документации. Представим краткое технико-экономическое сравнение двух вариантов. В базовом тех-процессе применяется оборудование с высокой производительностьюи в нем 14 операций. Количество станков уменьшается на 1 единицу. В предлагаемом варианте возможно применение рабочих с более низкими разрядами чем, в базовом, т. к. на п/а главную роль играет наладка станка. На основании вышепредложенного можно предложить, что можно в качестве основного принять второй вариант технологического процесса. Размер файла: 6 Мбайт Фаил: ------------------- Обратите внимание, что преподаватели часто переставляют варианты и меняют исходные данные! Если вы хотите, чтобы работа точно соответствовала, смотрите исходные данные. Если их нет, обратитесь к продавцу или к нам в тех. поддержку. Имейте ввиду, что согласно гарантии возврата средств, мы не возвращаем деньги если вариант окажется не тот. -------------------
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Технология машиностроения / Реконструкция участка механического цеха по изготовлению вилки скользящей карданного вала автомобиля “Kamaз 4310”
Вход в аккаунт: