
Страницу Назад
Поискать другие аналоги этой работы
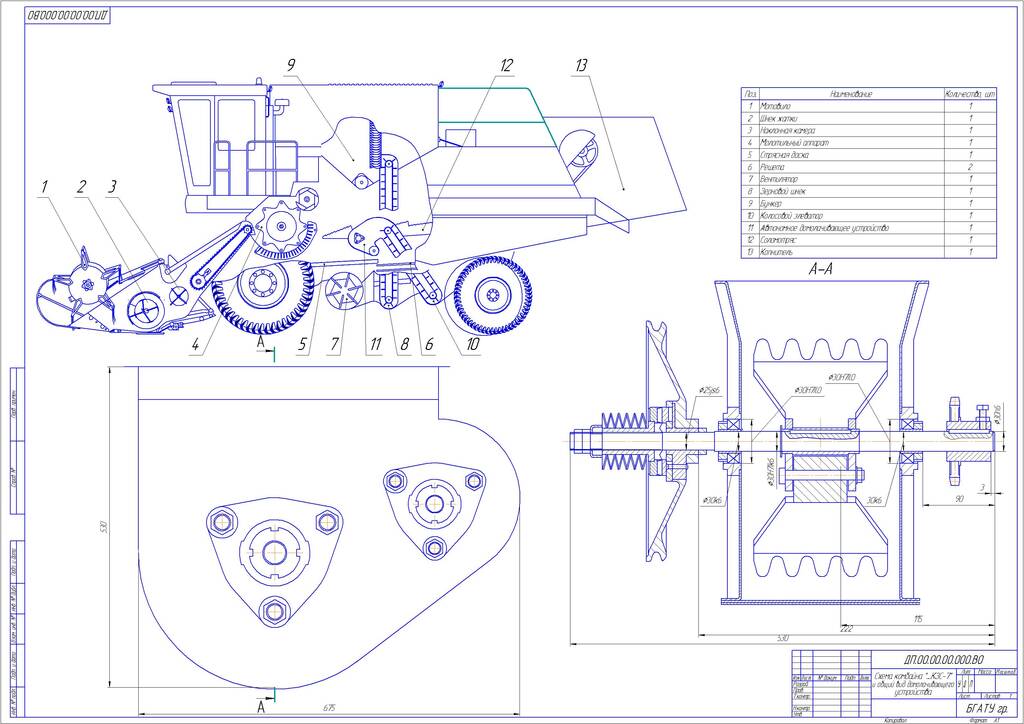
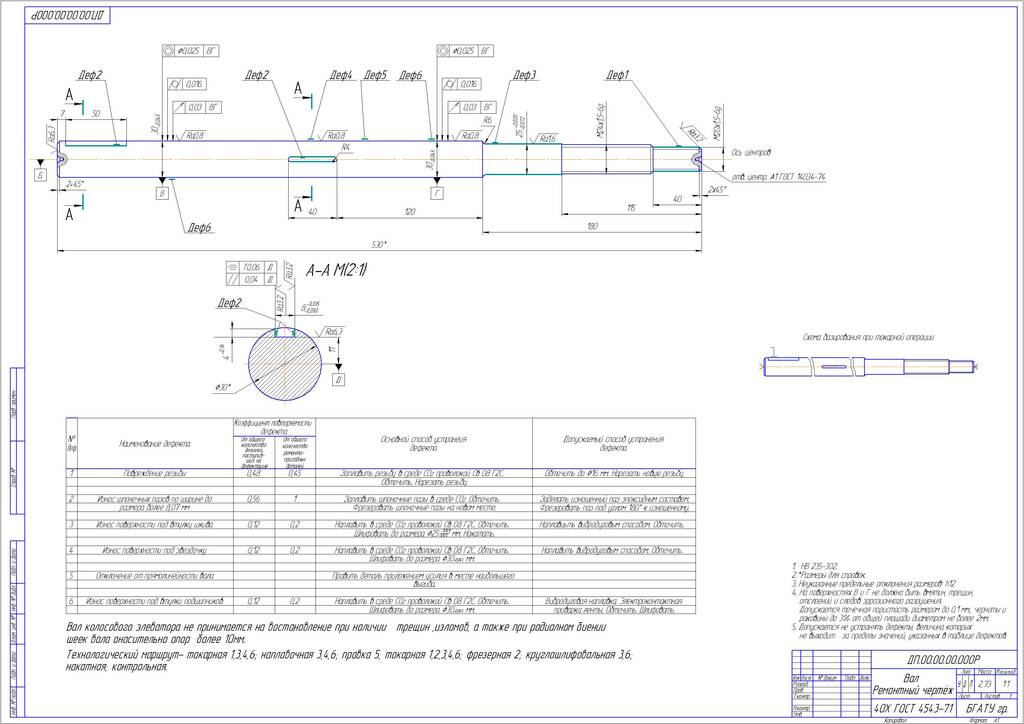
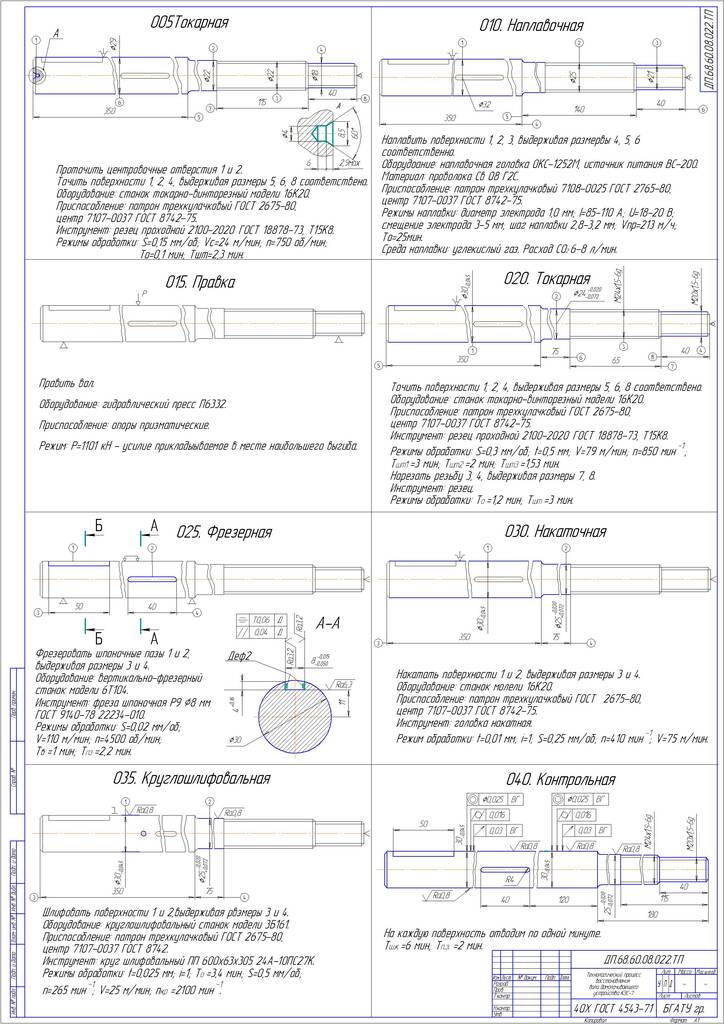

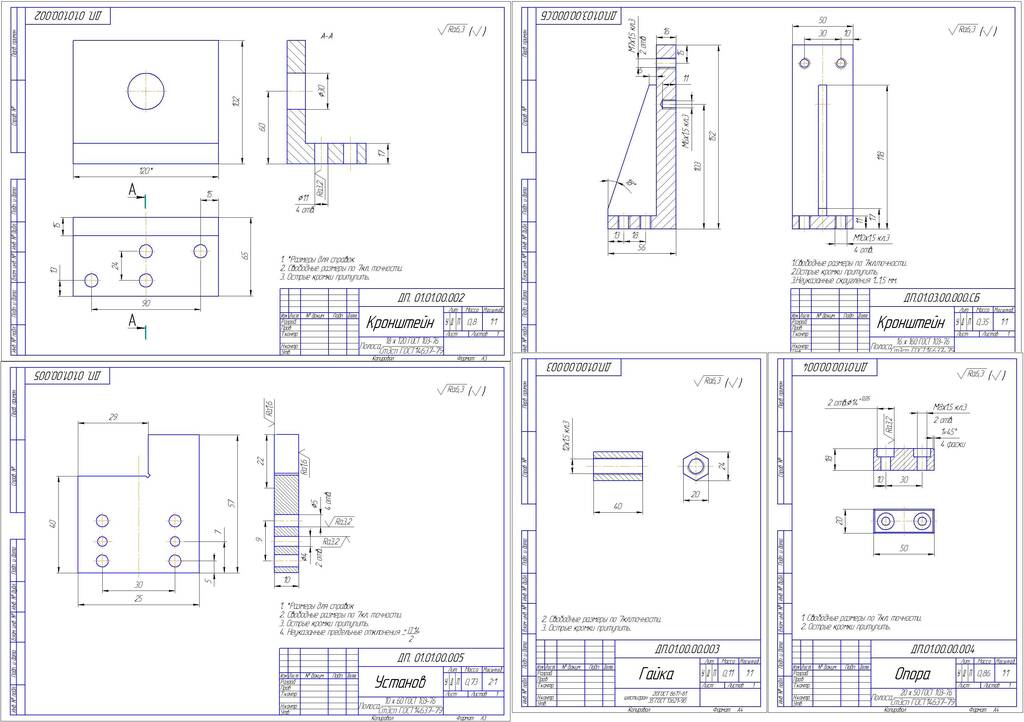
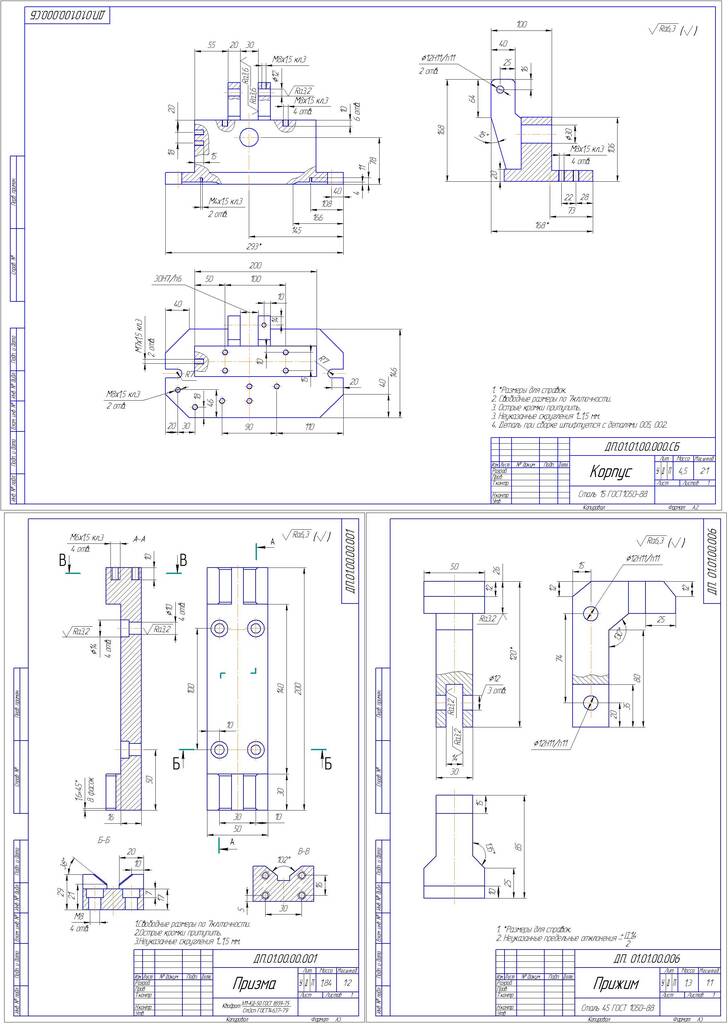
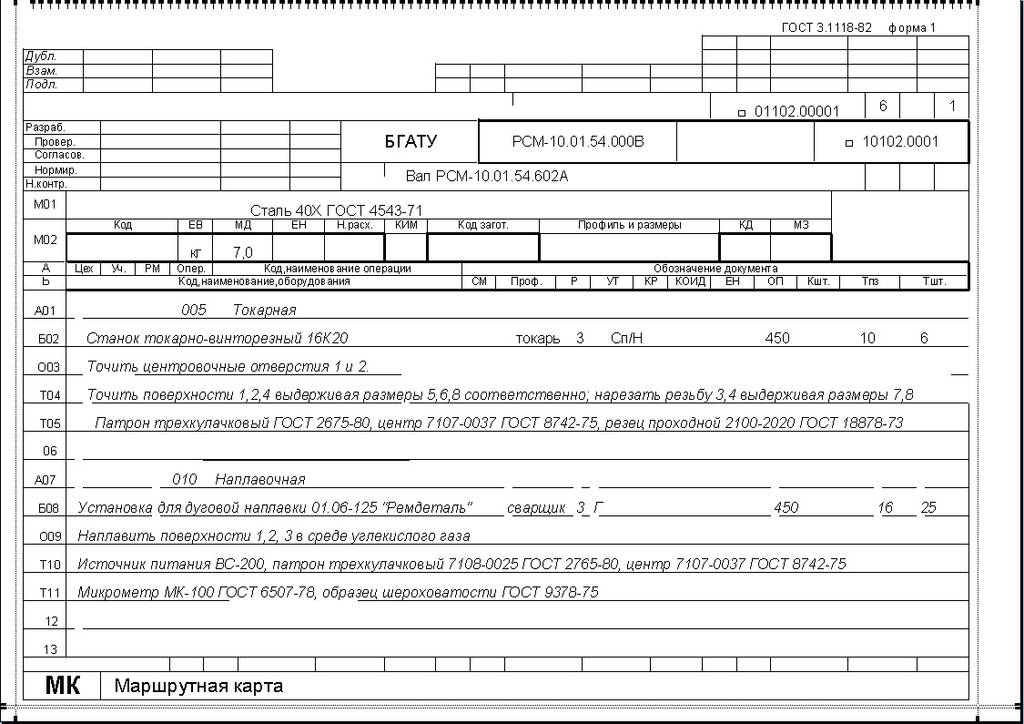
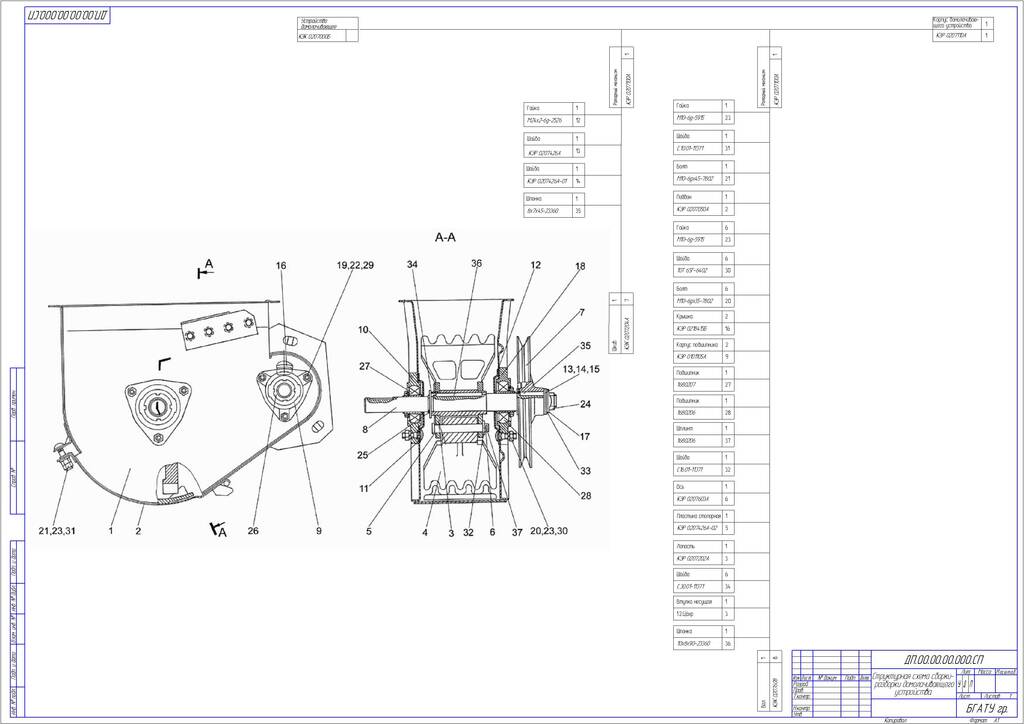

Совершенствование технологии восстановления вала домолачивающего устройства комбайна КЗС-7 с модернизацией приспособления для фрезерования шпоночного пазаID: 211186Дата закачки: 03 Июня 2020 Продавец: Shloma (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Дипломный проект СОДЕРЖАНИЕ ВВЕДЕНИЕ… 1 ОБОСНОВАНИЕ ТЕМЫ И ЗАДАЧИ ПРОЕКТА… 1.1 Характеристика предприятия… 1.2 Анализ состояния организации технологии восстановления деталей… 1.3 Обзор существующих технологий ремонта домолачивающего устройства... 1.4 Выводы и предложения… 2 ОБОСНОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ И ГОДОВОГО ОБЪЕМА… 2.1 Режимы работы и годовые фонды времени… 2.2 Обоснование трудоемкости ремонта изделия и годового объема работ предприятия… 3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ВАЛА ДОМОЛАЧИВАЮЩЕГО УСТРОЙСТВА КЗС-7… 3.1 Технологический маршрут восстановления вала домолачивающего устройства 3.2 Обоснование способов устранения дефектов. 3.3 Патентно-информационные исследования. 3.4 Обоснование и выбор технологического оборудования... 3.5 Разработка технологических операций ремонта вала домолачивающего устройства … 4 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ТОКАРЯ ПО ВОССТАНОВЛЕНИЮ ВАЛА ДОМОЛАЧИВАЮЩЕГО УСТРОЙСТВА КЗС-7… 4.1 Обоснование оснащенности рабочего места токаря по восстановлению валов… 4.2 Планировка рабочего места токаря по восстановлению валов….…. 4.3 Паспорт рабочего места токаря по восстановлению валов. 5 КОНСТУКТОРСКАЯ РАЗРАБОТКА ФРЕЗЕРНОГО ПРИСПОСОБЛЕНИЯ 5.1 Обоснование выбранной конструкции… 5.2 Описание устройства и конструкционных решений… 5.3 Конструкционные расчеты… 5.3.1 Расчет сил резания и усилия зажима детали в приспособлнии…… 5 .3.2 Расчет винтовой пары… 5.3.3 Расчёт приспособления на точность… 5.4 Технико-экономическое обоснование конструкторской разработки.. 5.4.1 Расчет затрат на изготовление фрезерного приспособления… 5.4.2 Заработная плата производственных рабочих… 5.4.3 Расчет годовой экономии эксплуатационных затрат… 5.4.4 Статический срок окупаемости затрат на изготовление фрезерного приспособления… 6 ТЕХНИЧЕСКИЙ КОНТРОЛЬ И НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА… 7 БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ… 7.1 Охрана труда 7.1.1 Анализ состояния охраны труда в ОАО «Минский райагросервис»……… 7.1.2 Требования безопасности при ремонте вала домолачивающего устройства комбайна КЗС-7… 7.1.3 Производственная санитария… 7.1.4 Расчет искусственного освещения в ОАО «Минский райагросервис»… 7.1.5 Пожарная безопасность в ОАО «Минский райагросервис»……. 7.2 Безопасность жизнедеятельности в чрезвычайных и экологически неблагоприятных ситуациях…… 7.2.1 Экологическая безопасность 7.2.2 Безопасность жизнедеятельности в условиях чрезвычайных ситуаций (ЧС)… 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА…… 8.1 Инвестиции……… 8.2 Расчет себестоимости восстановления вала домолачивающего устройства … 8.2.1 Стоимость ремонтных материалов 8.2.2 Основная заработная плата производственных рабочих. 8.2.3 Дополнительная заработная плата производственных рабочих… 8.2.4 Отчисления на социальное страхование… 8.2.5 Единый платеж чрезвычайного налога и обязательных отчислений в государственный фонд содействия занятости… 8.2.6 Расходы на содержание и эксплуатацию оборудования……..... 8.2.7 Цеховые (общепроизводственные) расходы… 8.3 Определение отпускных цен на восстановленные детали…… 8.4 Оценка эффективности инвестиций……… 8.5 Расчет критических объемов производства……… ЗАКЛЮЧЕНИЕ…… СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ… ПРИЛОЖЕНИЯ 3.5 Разработка технологических операций ремонта вала домолачивающего устройства После определения всех видов дефектов вала и характера их появления, необходимо выбрать и обосновать последовательность их устранения. Далее необходимо сделать обоснованный выбор оборудования, приспособлений и инструмента, установить режимы обработки и пронормировать полученный технологический процесс. Технологический процесс составляем так, чтобы последовательность выполнения операций максимально сокращала производственный цикл путем совмещения в одной операции ряда операций по восстановлению нескольких поверхностей одним и тем же станком, приспособлением, инструментом или способом. Кроме того, по возможности операции производим так, чтобы максимально уменьшить трудоемкость работ без снижения качества ремонта. Технологический маршрут восстановления вала включает в себя следующие операции: 005 наплавочная (в среде углекислого газа) 010 центровочная 015 правка (править вал) 020 токарная 025 фрезерная (фрезеровать новые пазы под углом 180° к изношен-ным) 030 накаточная 035 круглошлифовальная 040 контрольная 5 КОНСТРУКТОРСКАЯ РАЗРАБОТКА ФРЕЗЕРНОГО ПРИСПОСОБЛЕНИЯ 5.1 Обоснование выбранной конструкции Важнейшие задачи, стоящие перед машиностроением и ремонтным производством в значительной степени связаны с непрерывным ростом комплексной механизации производственных процессов, повышением производительности труда. Не маловажным является внедрением на РОП средств малой механизации, несложной, но прогрессивной оснастки, позволяющей частично или полностью механизировать труд работников. В прямой зависимости от этого находится качественное проведение ремонта сельскохозяйственной техники, а следовательно повышение работоспособности и долговечности техники. К таким средствам относится и разрабатываемое нами фрезерное приспособление для восстановления валов. На основании прототипа нашей разработки для изготовления валов короткой длины и диаметров до 20мм мы разрабатываем модернизированное фрезерное приспособление для валов длиной до 2000 мм и диаметром до 40 мм. На проектируемом нами приспособлении могут ремонтироваться валы различной длины и диаметров, кроме предельных значений, перечислен-ных выше. А эти все вышеперечисленные преимущества позволяют повысить производительность труда, улучшить качество ремонта, сократить время простоя машины в ремонте.[11,12] Прототипом рассматриваемого фрезерного приспособления является приспособление для зажима валов короткой длины и небольшого диаметра. После зажима вала производится фрезерования шпоночного паза. Закрепление детали в приспособлении заключается в следующей последовательности: вал устанавливают базовой поверхностью на призмы и опоры, а торцем упирают в стенку, зажимают вал с помощью прижима, который приводится в действие через систему рычагов от гидроцилиндра. Приспособление стационарное. Основные недостатки приспособления: его узкая специализация, т.е. на ней можно закреплять только короткие детали и малого диаметра; гидропривод. Отсюда следует, что приспособление необходимо модернизировать для расширения его специализации и номенклатуры работ, выполняемых на нем. Из вышеуказанного следует, что изменения должны претерпеть некоторые детали. В частности для расширения возможности фрезерного приспособления необходимо изменить призмы, т.е. удлинить их по высоте и ширине, удлинить опорные кронштейны, заменить гидропривод на пневмопривод (улучшает экологическую и пожарную безопасность, более дешев в эксплуатации). Это необходимо для более прочного закрепления вала большой длины и диаметра до 40мм. Необходимо также предусмотреть новую оснастку для увеличения номенклатуры работ выполняемых на рассматриваемом приспособлении.[11,12] 5.2 Описание устройства и конструкционных решений Фрезерное приспособление для закрепления вала состоит из сле-дующих основных узлов и деталей: 1. Корпуса (поз.1.) сварной конструкции. Корпус служит для расположения узлов и деталей приспособления. 2. Кронштейна (поз.2.) сварной конструкции, которая болтами крепится к корпусу. Служит для крепления опор. 3. Кронштейна (поз.3.) сварной конструкции, которая болтами крепится к корпусу. Предназначена для крепления пневмокамеры. 4. Призмы (поз.5.). Подвижная призма, На неё правым концом устанавливается вал. 5. Прижим (поз.6.) зажимает деталь. 6. Гайка (поз.7.). Служит для регулирования усилия зажатия детали. 7. Опора (поз.8.). Служит для удержания свободной части вала контр-привода. 8. Установ (поз.9.). Предназначен для перемещения призмы при определении положения шпоночного паза с помощью винтов. Приспособление для станка 6Н82Г, на котором фрезеруют шпоночные пазы. Его работа заключается в следующем: вал устанавливают базовой поверхностью на призмы и опоры, а торцем упирают в установ. Зажимают вал с помощью прижима, который приводится в действие через систему рычагов. Нужное усилие зажатия обеспечивается с помощью давления создаваемого в пневмокамере. После установки заготовки в приспособлении фрезеруем шпоночные пазы. Размер файла: 10,2 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Сельскохозяйственные машины / Совершенствование технологии восстановления вала домолачивающего устройства комбайна КЗС-7 с модернизацией приспособления для фрезерования шпоночного паза
Вход в аккаунт: