
Страницу Назад
Поискать другие аналоги этой работы
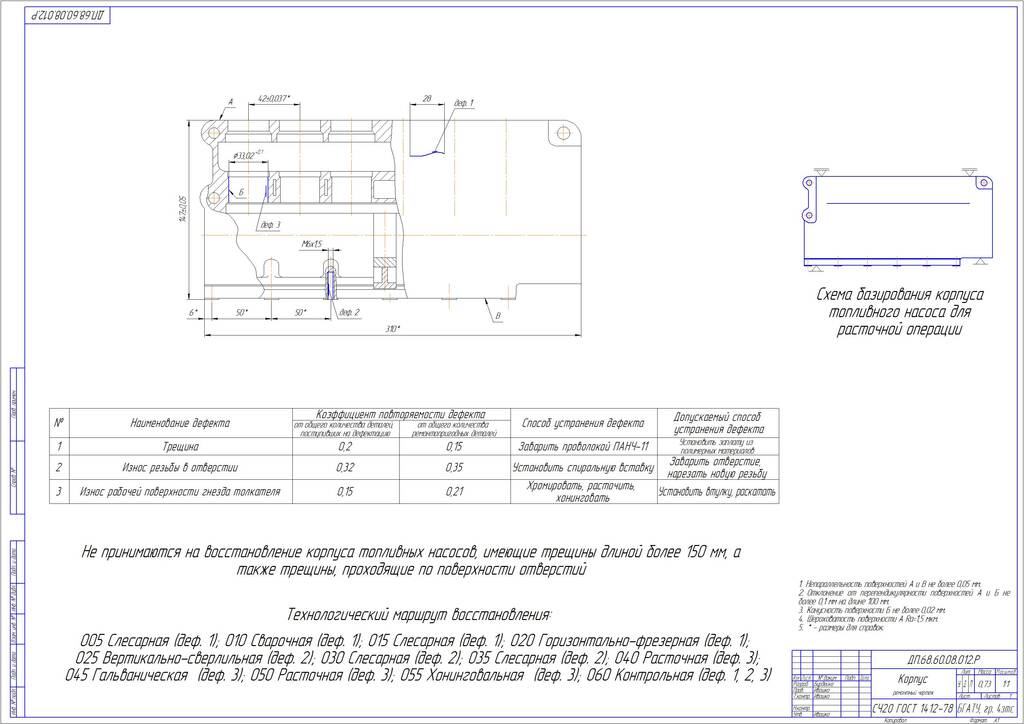
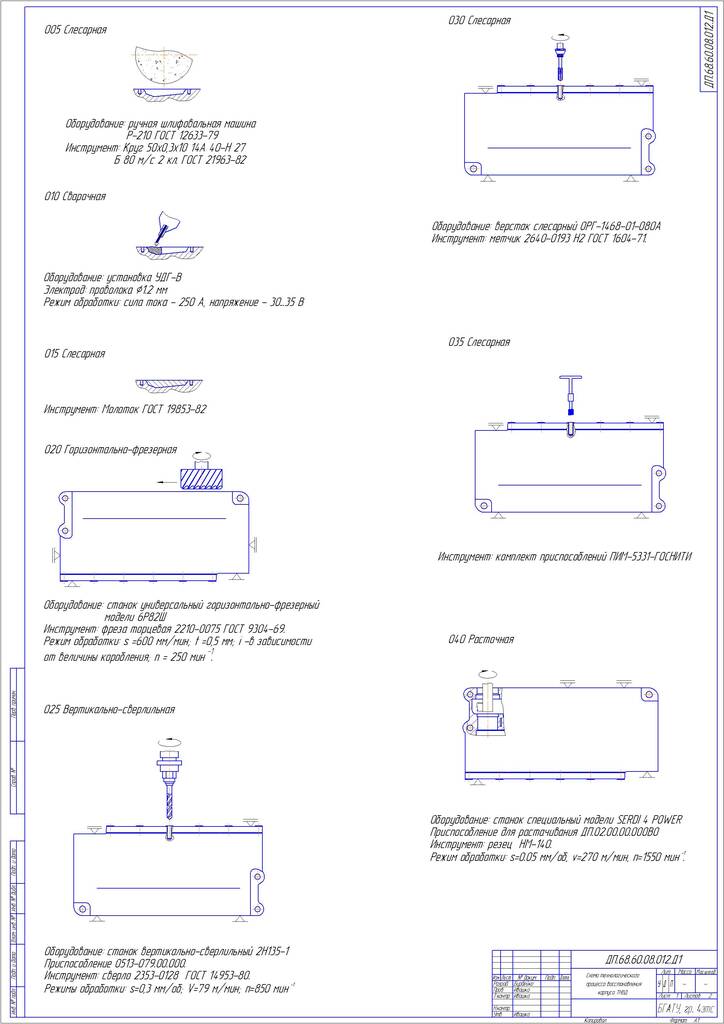
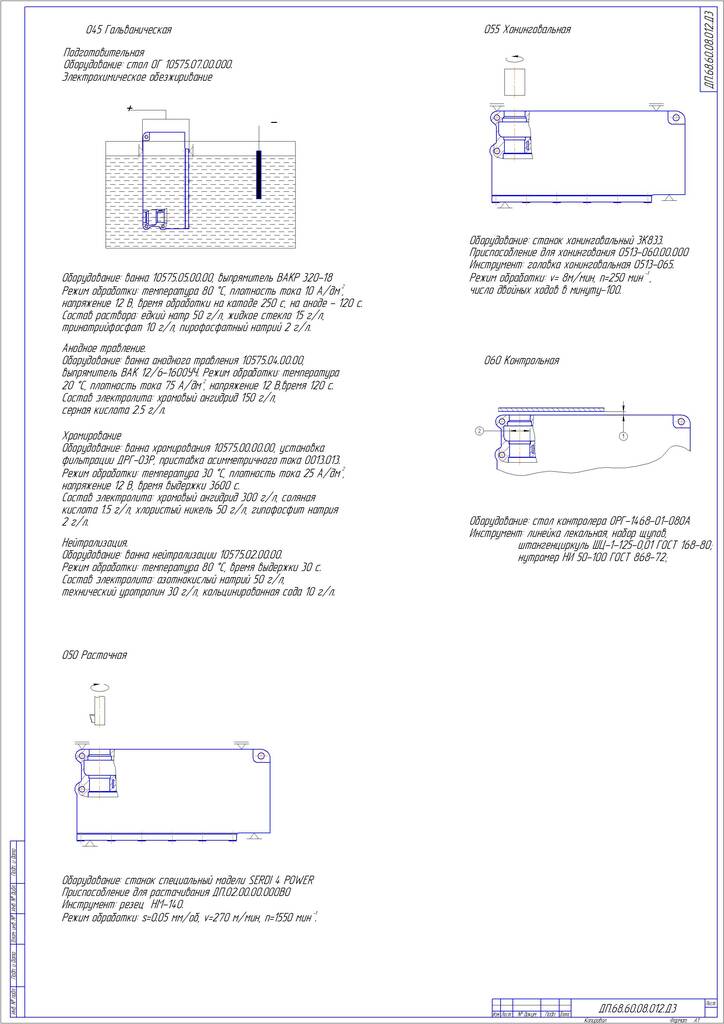
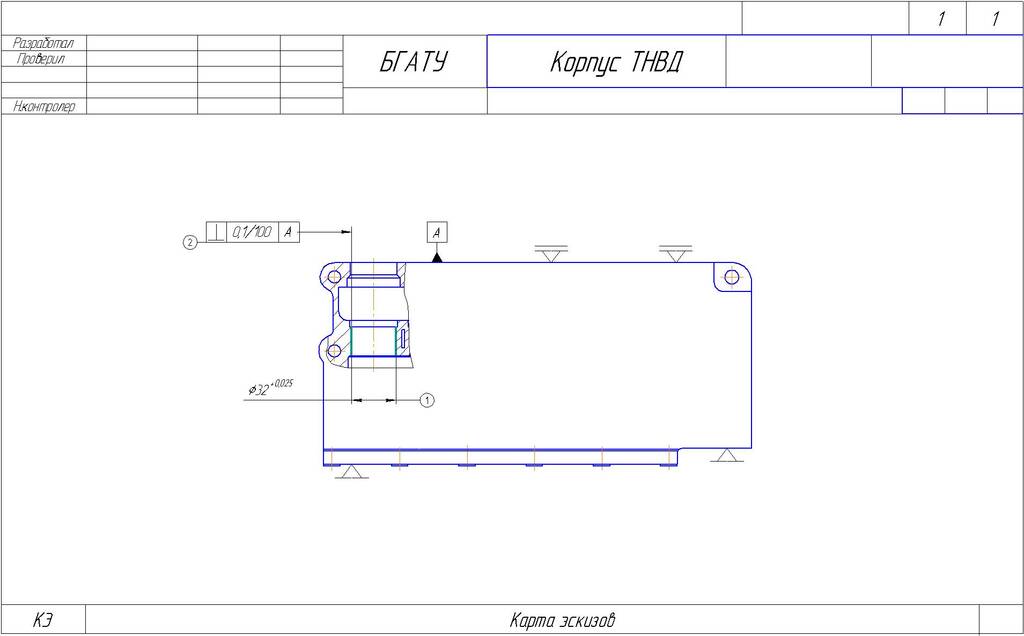
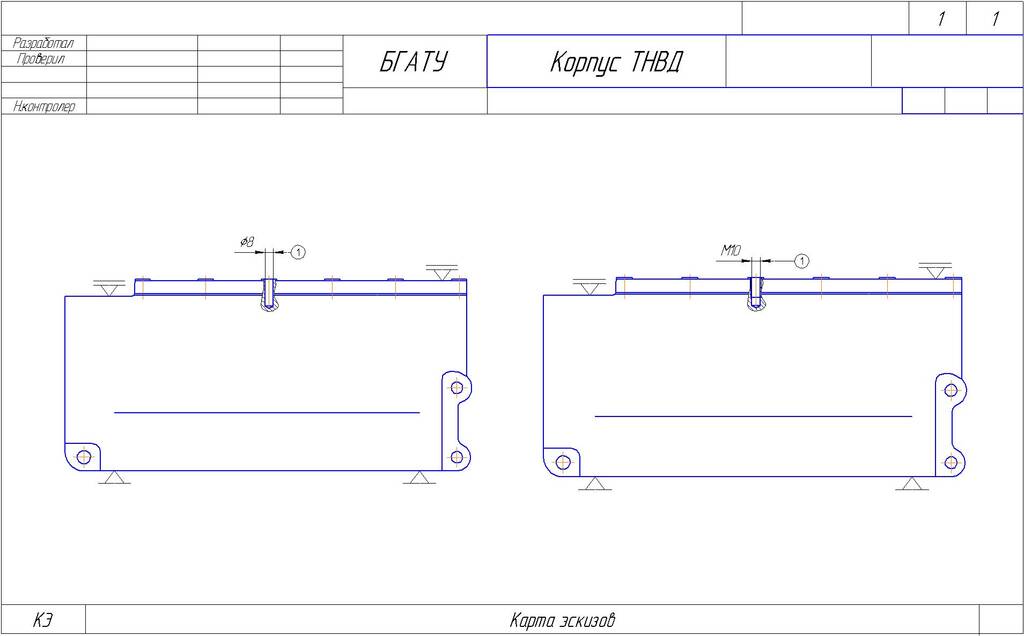
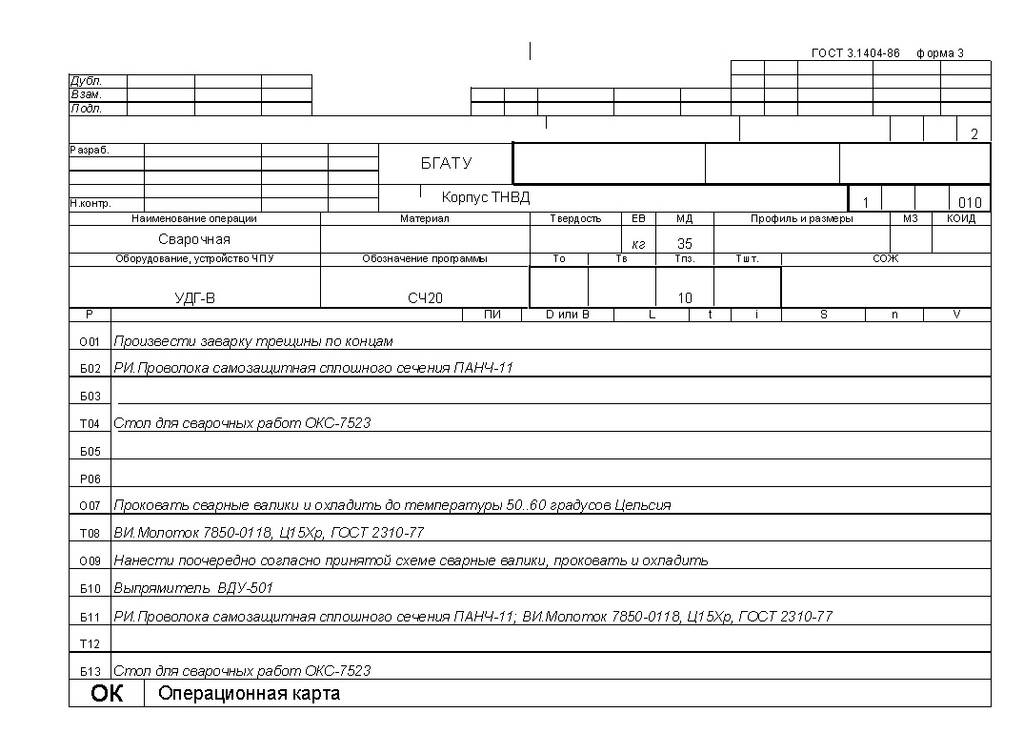
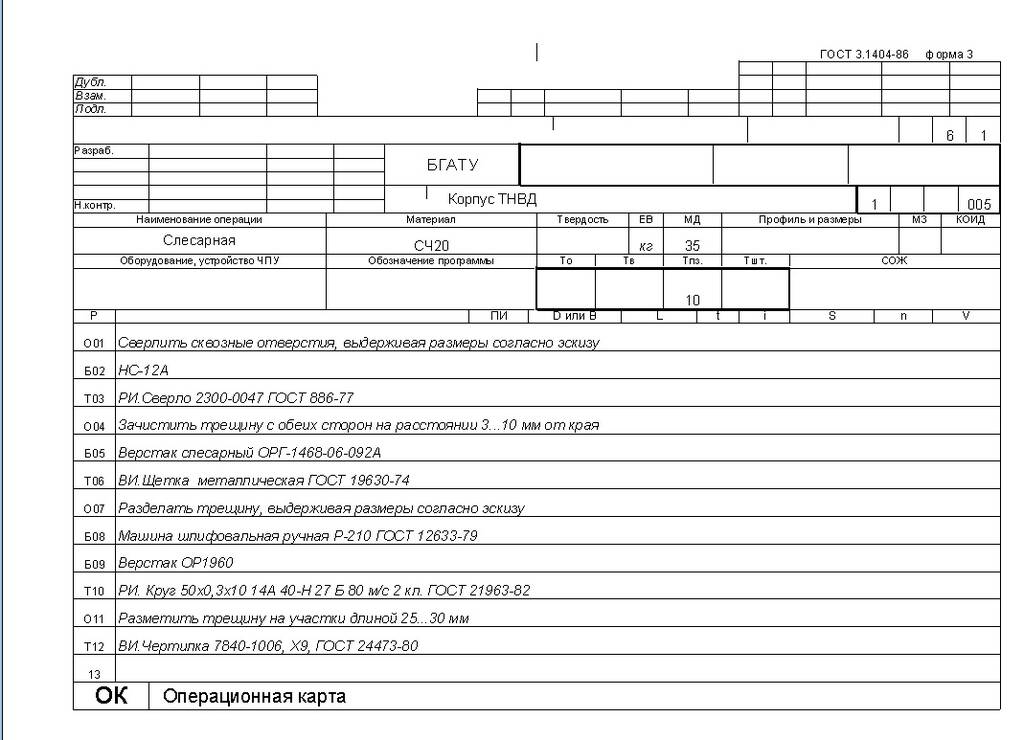
Технологический процесс восстановления корпуса ТНВД двигателя ЯМЗ-236 (технологический раздел дипломного проекта)ID: 220319Дата закачки: 30 Сентября 2021 Продавец: kurs9 (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Содержание 6. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ КОРПУСА ТОПЛИВНОГО НАСОСА 6.1. Подбор исходных данных 6.2. Уточнение исходных данных 6.3. Обоснование формы организации ТП 6.4. Определение применимости способов восстановления корпуса топливного насоса 6.5. Выбор технологических баз 6.6. Обоснование технологического маршрута устранения дефектов корпуса топливного насоса 6.7. Обоснование технологических режимов и расчет норм времени 6. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ КОРПУСА ТОПЛИВНОГО НАСОСА 6.1. Подбор исходных данных Технические требования на выдачу корпуса топливного насоса из восстановления представлены на ремонтном чертеже. 6.2. Уточнение исходных данных После проведения заварки трещины корпуса топливного насоса необходимо, чтобы коробление поверхностей не превышало 0,05 мм. Неперпендикулярность поверхности отверстия под толкатель не более 0,1 мм на длине 100 мм, а конусность этой же поверхности — не более 0,2 мм. 6.3.Обоснование формы организации ТП На ремонтных предприятиях существуют следующие организационные формы восстановления деталей: подефектная и маршрутная. В зависимости от программы и вида ремонтных работ мы обязаны выбрать и обосновать одну из организационных форм восста¬новления деталей. Подефектная технология используется в тех случаях, когда программа восстановления деталей небольшая, и заключается в том, что технологический процесс восстановления деталей разрабаты¬вается на каждый дефект в отдельности. При подефектной технологии детали для восстановления комплектуют только по наименованиям, без учета имеющихся в них сочетаний дефектов. Несмотря на ряд недос¬татков, подефектная технология применяется на небольших ремонт¬ных предприятиях, в мастерских совхозов и колхозов или в условиях РОП общего назначения, при восстановлении крупных сложных деталей[19] Разновидностью этого способа служит групповая технология, когда все конструктивно схожие детали объединяются в группы и есть возможность быстро переналадить станки для выполнения однотипных операций. Маршрутная технология предусматривает составление технологии на комплекс дефектов, которые устраняют в определен¬ной последовательности, названной маршрутом. Эта технология основана на взаимосвязи дефектов, минимальном перемещении деталей, объединение различных дефектов, которые могут быть устранены на общих рабочих местах одинаковыми технологическими способами. Её целесообразно применять на крупных предприятиях по восстановлению деталей узкой номенклатуры с большими программами. Маршрутно-групповая технология предусматри¬вает разбивку на одном оборудовании с применением единой оснастки и инструментов[8]. Эту технологию применяют при восстановлении деталей широкой номенклатуры с использованием преимуществ маршрутной технологии. В основу типизации технологических процессов восстановления деталей положены такие признаки, как конструктивно-технологичес¬кие параметры деталей, их группировка по конструктивному подобию, массе, габаритам, материалу, виду термической обработки, общности способов восстановления, базированию на станках, типу оборудования для нанесения металлопокрытий и механической обработки, техни¬ческому контролю, последовательности выполнения операций[23]. В нашем случае применяем подефектную форму технологического процесса, т.к. указанные дефекты между собой не взаимосвязаны. 6.4.Определение применимости способов восстановления корпуса топливного насоса В сельскохозяйственном ремонтном производстве существует большое число способов и средств восстановления изношенных деталей. Одни и те же дефекты могут устраняться несколькими методами. На выбор способа влияют: материал детали, её износ, характер нагружения, стоимость восстановления и т.д. Для устранения каждого дефекта должен быть выбран рациональный способ, т.е. технически обоснованный и экономически целесообразный[23] . Рациональный способ восстановления деталей определяют, пользуясь критериями: 1) технологическим, который даёт возможность использовать разные способы восстановление определённой поверхности детали; 2) долговечности, который характеризуется коэффициентом долговечности; 3) технико-экономического, связывающего долговечность детали с экономикой её восстановления. Технологический критерий характеризует принципиальную возможность применения нескольких способов восстановления, исходя из конструктивно-технических особенностей детали или определенных групп деталей. К их числу относятся: геометрическая форма и размеры, материал, термическая или другой вид поверхностной обработки, твердость, шероховатость поверхности и точность изготовления детали, характер нагрузки, вид трения и износа, размеры износа. Этот критерий учитывает: особенности восстановления определённой поверхности конкретной детали, технологические возможности соответствующих способов. Он не оценивается количественно и относится к категории качественных. Поэтому его применяют с учётом накопленного опыта применения тех или иных способов[23]. Технический критерий оценивает каждый способ (выбранный по технологическому признаку) устранения дефектов детали с точки зрения восстановления (иногда и улучшения) свойств поверхностей, т.е.обеспечения работоспособности за счет достаточной твердости, износостойкости и сцепляемости покрытия восстанавливаемой детали. Для каждого выбранного способа дается комплексная, качественная оценка по значению коэффициента долговечности КД, определяемому по формуле: (6.1) где Кi, КВ, и КС – коэффициенты износостойкости, выносливости и сцепляемости покрытий; КП – поправочный коэффициент, учитывающий фактическую работоспособность восстановленной детали в условиях эксплуатации, КП =0,8…0,9 по [1, стр. 133]. Окончательное решение о целесообразности выбранных способов восстановления дефектов принимаем по технико-экономическому критерию. Он связывает стоимость восстановления детали с ее долговечностью после устранения дефектов. По технологическому критерию для устранения дефекта №1 применяем сварку самозащитной проволокой сплошного сечения ПАНЧ-11. Для дефекта №2 оптимальным способом устранения является установка спиральной резьбовой вставки. Для устранения дефекта №3 применим местное хромирование с последующим хонингованием. 6.5. Выбор технологических баз Технологическая база – это база, используемая для определения положения заготовки или изделия при ремонте. Базами служат поверхности, линии, точки или их совокупности, необходимые для ориентации детали на станке, ее расположения в узле или изделии и измерения. По назна¬чению базы бывают конструкторские, технологические и измерительные. Конструкторские базы — совокупность поверхностей (линий, точек), используемая для определения положения детали в сборочной единице. Технологические базы — поверхности (линии и точки), слу¬жащие для установки детали на станке и ориентирующие ее относительно режущего инструмента. Технологические базы разделяют на основные и вспомога-тельные. Основная технологическая база — поверхность (линия, точ¬ка), которая используется для ориентации детали на станке, в узле или машине. Вспомогательные технологические базы — поверхности (ли¬нии, точки), которые необходимы при установке детали на стан¬ке, но при этом они не влияют на ее работу в машине. Измерительные базы — поверхности (линии или точки), от которых измеряют выдерживаемые размеры[18]. Точность механической обработки при восстановлении деталей зависит от правильного выбора технологических баз и умелого их использования. Выбор технологических баз требует четкого представления о функциональном назначении поверхности детали и размерной взаимности между ними, об износе и повреждениях, которые претерпевают эти поверхности и возможностях их использования как технологических баз. В процессе эксплуатации исполнительные поверхности всегда изнашиваются и подлежат восстановлению, поэтому их нельзя использовать как технологические базы. Использование изношенных поверхностей в качестве технологических баз приводит к нарушению координации между отдельными поверхностями деталей[23]. Поверхности, используемые как технологические базы, не изнашиваются, их многократно используют для восстановления деталей достаточной точностью необходимой координацией поверхностью. К таким поверхностям относятся конические поверхности центровых отверстий деталей типа вал, поверхности технологических отверстий корпусных деталей и т.д. [23] Нарушение технологических баз приводит к нарушению координатных размеров при восстановлении деталей. Технологические базы обрабатывают с высокой точностью. При выборе баз руководствуются следующими положениями: 1) за технологические базы наиболее целесообразно принимать центровые отверстия валов; 2) при восстановлении не всех поверхностей за технологическую базу принимают основные или вспомогательные поверхности, которые сохранились и не подлежат восстановлению; 3) принятая технологическая база должна сохраняться на всех операциях технологического процесса; 4) при выборе технологической базы необходимо помнить, что поверхность должна оставлять детали минимальное и в то же время достаточное число степеней свободы. В качестве основных технологических баз принимаем плоскости прилегания к картеру и к крышке восстанавливаемого корпуса. 6.6.Обоснование технологического маршрута устранения дефектов корпуса топливного насоса Маршрут восстановления детали должен обеспечивать оптимальную последовательность операций, как с технологической точки зрения, так и с экономических позиций, то есть необходимо непосредственно на восстановление (в виде затрат на электроэнергию, пар, сжатый воздух, и т. д., заработной платы, компенсации неоправданного износа инструмента и оборудования), минимизировать потери времени, уменьшить материальные затраты. При разработке маршрута следует руководствоваться следующими правилами: 1. первыми выполняются операции по восстановлению или изготовлению технологических баз; 2. последовательность механообработки зависит от системы постановки размеров на чертеже. Прежде всего, обрабатывают поверхность, относительно которой на чертеже скоординированы другие поверхности детали; 3. сверление мелких отверстий чистовой обработки; 4. чистовую и черновую обработки со значительными припусками надо выделять в отдельные операции; 5. каждая последующая операция должна улучшать качество поверхности. В соответствии с вышеизложенными требованиями принимаем следующий технологический маршрут (по операциям): Слесарная (деф. 1) → Сварочная (деф. 1) → Слесарная (деф. 1) → Горизонтально-фрезерная (деф. 1) → Вертикально-сверлильная (деф. 2) → Слесарная (деф. 2) → Слесарная (деф. 2) → Расточная (деф. 3) → Гальваническая (деф. 3) → Расточная (деф. 3) → Хонинговальная (деф. 3); → Контрольная (деф. 1, 2, 3). Контрольная операция предусматривает измерение размеров контролируемых и восстанавливаемых поверхностей, контроль отклонений формы и расположения поверхностей. 6.7. Обоснование технологических режимов и расчет норм времени 005 Слесарная Норма времени ([7] ст.65): Т=2,35 мин 015 Слесарная Норма времени ([7] ст.63): Т=0,68 мин 020 Горизонтально-фрезерная Снова воспользуемся Компас-Автопроект 9.0: s =600 мм/мин; t =0,05 мм; n = 250 мин-1 . 025 Вертикально-сверлильная Норму времени рассчитываем, используя программу КОМПАС-Автопроект 9.0. (рис 6.4) Рис. 6.4. Расчет режимов резания и норм времени для вертикально-сверлильной операции. Рассверливание отверстия: s=0,05 мм/об, v=257 м/мин, n=1000 мин-1. Нарезание резьбы: s=0,3 мм/об, v=79 м/мин, n=460 мин-1. 030 Слесарная Норма времени ([7] ст.62): (6.1) где То – основное время на установку вставки ([7], таблица 173); Тв – вспомогательные время на установку вставки ([7], таблица 166); Тдоп –дополнительное время (Тдоп = Топ•k/100; Топ = То+ Тв); Тпз – подготовительно-заключительное время ([7], таблица 167). Дополнительное время на слесарные работы составляет 6% от оперативного. Оперативное время ([7] ст.62): (6.2) Топ = 0,8+0,45 = 1,25 мин. Дополнительное время ([7] ст.62): [7] Тдоп = 1,25•6/100 = 0,08 мин. Тн = 1,25 + 0,08 = 1,33 мин. Общая норма времени на данную слесарную операцию: Тн = 1,33 мин. 035 Слесарная Норма времени ([7] ст.72): Т=0,35 мин 040 Расточная Нормы времени на операции механической обработки рассчитываем, используя САПР КОМПАС-Автопроект 9.0. (рис. 6.1). Рис. 6.1. Главное окно КОМПАС-Автопроект. Тшт=1,65 мин s=0,05 мм/об, v=257 м/мин, n=1600 мин-1. 045 Гальваническая Подготовка (монтаж на подвеску для хромирования): Техническая норма времени [8]: То=1,32 мин. Электрохимическое обезжиривание: Время выдержки То • на катоде – 4,16 мин; • на аноде – 2 мин. Анодное травление: Время выдержки То=2 мин; Хромирование: Время выдержки То=60 мин; Нейтрализация: Время выдержки То=0,5 мин. 050 Расточная Норму времени рассчитываем, используя программу КОМПАС-Автопроект 9.0. (рис 6.3) Рис. 6.3. Расчет режимов резания и норм времени для расточной операции. Тшт=0,5 мин s=0,05 мм/об, v=257 м/мин, n=1600 мин-1. 055 Хонинговальная Норму времени рассчитываем, используя программу КОМПАС-Автопроект 9.0. Тшт=1,05 мин v=8 м/мин, n=250 мин-1, число двойных ходов в минуту – 100. 060 Контрольная На каждую контролируемую поверхность отводится по одной минуте. Размер файла: 2,5 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Ремонт, техобслуживание машин и механизмов / Технологический процесс восстановления корпуса ТНВД двигателя ЯМЗ-236 (технологический раздел дипломного проекта)
Вход в аккаунт: