
Страницу Назад
Поискать другие аналоги этой работы
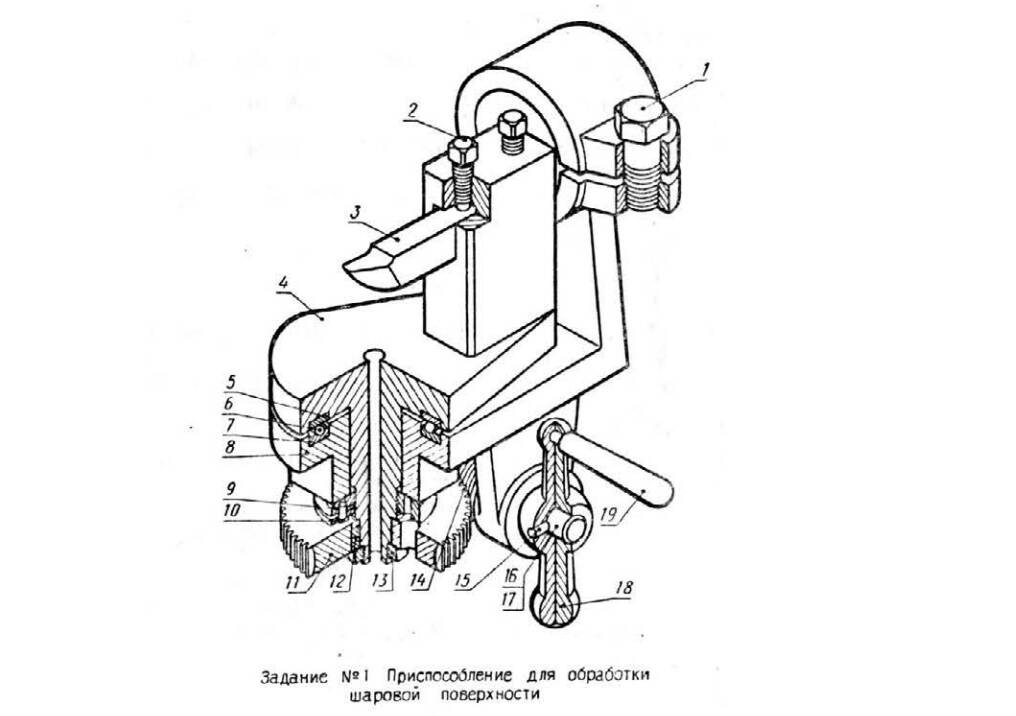
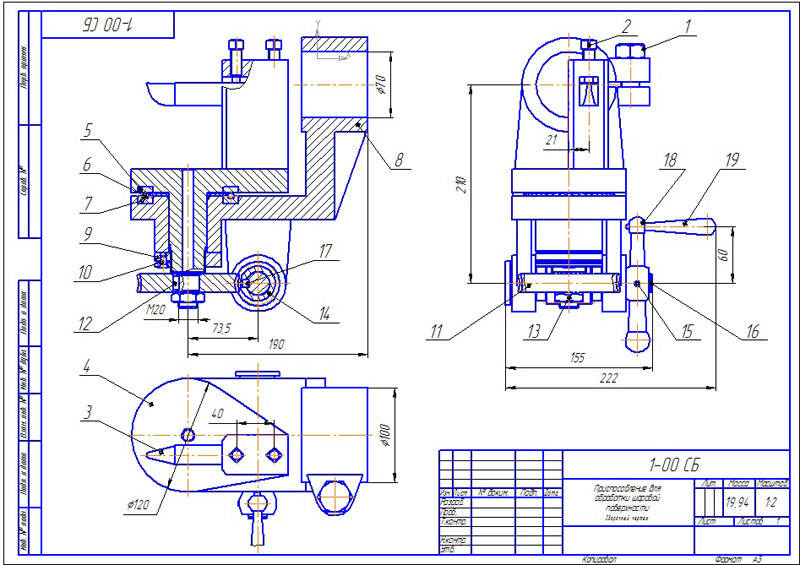
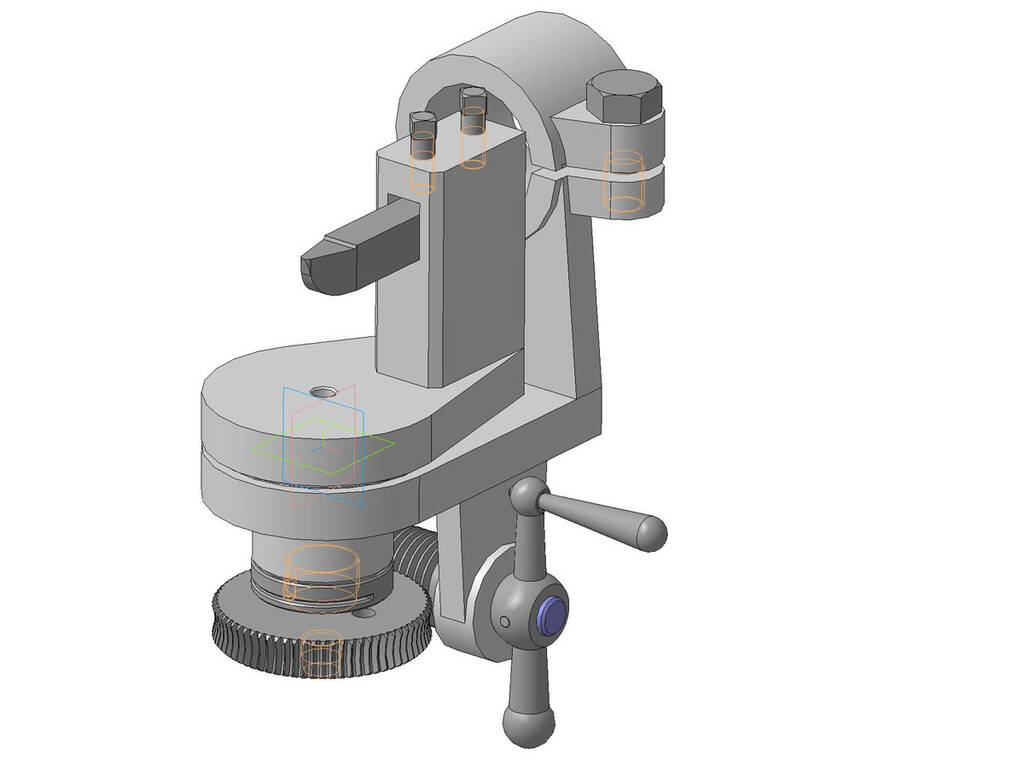
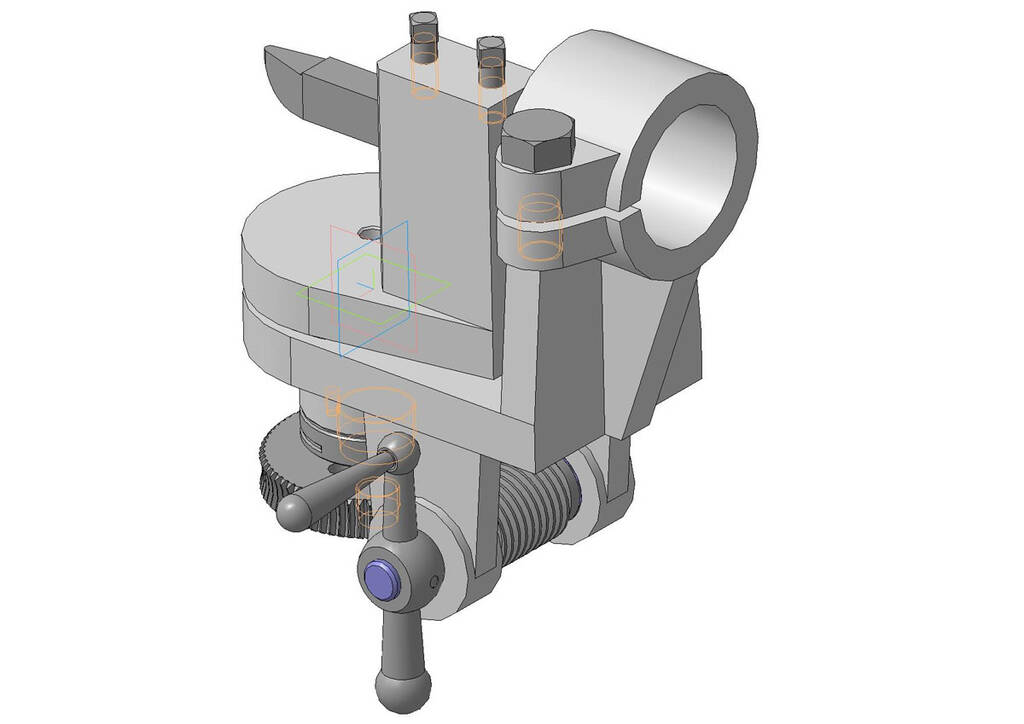
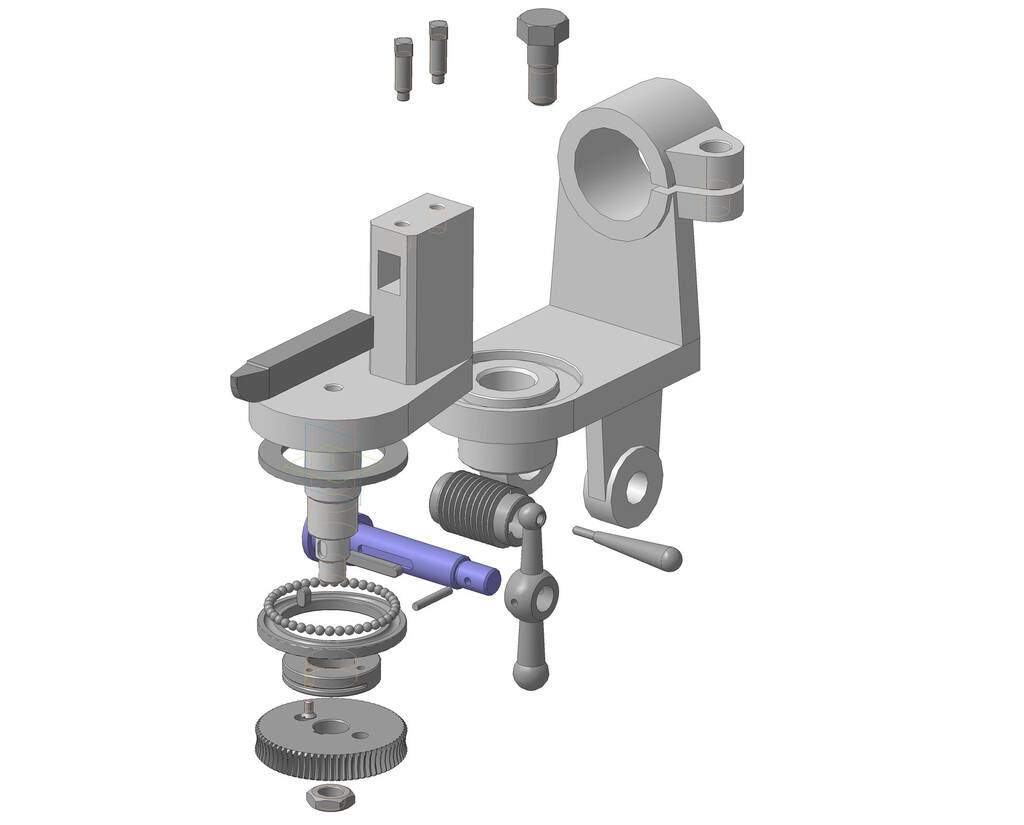

Приспособление для обработки шаровой поверхностиID: 224022Дата закачки: 14 Февраля 2022 Продавец: lepris (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Практические занятия и отчеты Форматы файлов: КОМПАС Сдано в учебном заведении: БГПА Описание: Приспособление для обработки шаровой поверхности сборочный чертеж Приспособление для обработки шаровой поверхности спецификация Приспособление для обработки шаровой поверхности 3д модель Устройство и работа приспособления.Точная обработка шаровых поверхностей на токарном станке невозможна без специальных приспособлений. Познакомимся с устройством одного такого приспособления, предназначенного для обработки выпуклых и вогнутых шаровых поверхностей различных радиусов. Приспособление собирают в следующем порядке.В кольцевую выточку корпуса 8 запрессовывают канавкой вверх кольцо 7 —нижнее кольцо упорного подшипника. В канавку кольца укладывают сорок два шарика 6.В отверстие ф40 корпуса 8 вставляют резцедержатель 4,в который предварительно запрессовывают кольцо 5; нижней плоскостью кольцо опирается на шарики 6. Резцедержатель крепят к корпусу гайкой 9,которую стопорят винтом 10. В паз на хвостовике резцедержателя закладывают шпонку 12;затем на хвостовик насаживают червячное колесо 11 и закрепляют на нем гайкой 13.В нижней части корпуса 8 имеются две проушины. Между проушинами вводят червяк 14, после чего в отверстия проушин и червяка закладывают валик 16 со шпонкой 17.На свободный конец валика ф20 штифтом 15 крепят рукоятку 18,в которую вставляют ручку 19.Чтобы ручка не выпадала, конец ее после сборки расклепывают. Валик 16 с червяком 14 вращают рукояткой 18. Червяк передает вращение червячному колесу 11 и связанному с ним при помощи шпонки 12 резцедержателю 4.При этом верхнее кольцо 5 упорного подшипника катится на шариках по неподвижному нижнему кольцу 7. В верхней части резцедержателя сделано прямоугольное отверстие, в которое вставляют резец 3.Корпус 8 надевают на пиноль задней бабки токарного станка и закрепляют винтом 1. Пинолью называется втулка, внутри которой находится центр задней бабки. При вращении маховика задней бабки пиноль получает возвратно-поступательное движение вдоль станины токарного станка. 3d модель и чертеж выполнен на формате А3 + спецификация (все на скриншотах показано и присутствует в архиве) выполнены в компасе 3D v13, возможно открыть в 14,15,16,17,18,19,20,21,22 и выше версиях компаса. Просьба по всем вопросам писать в Л/С. Отвечу и помогу. Размер файла: 1,1 Мбайт Фаил:
Скачано: 3 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Инженерная и компьютерная графика / Приспособление для обработки шаровой поверхности
Вход в аккаунт: