
Страницу Назад
Поискать другие аналоги этой работы
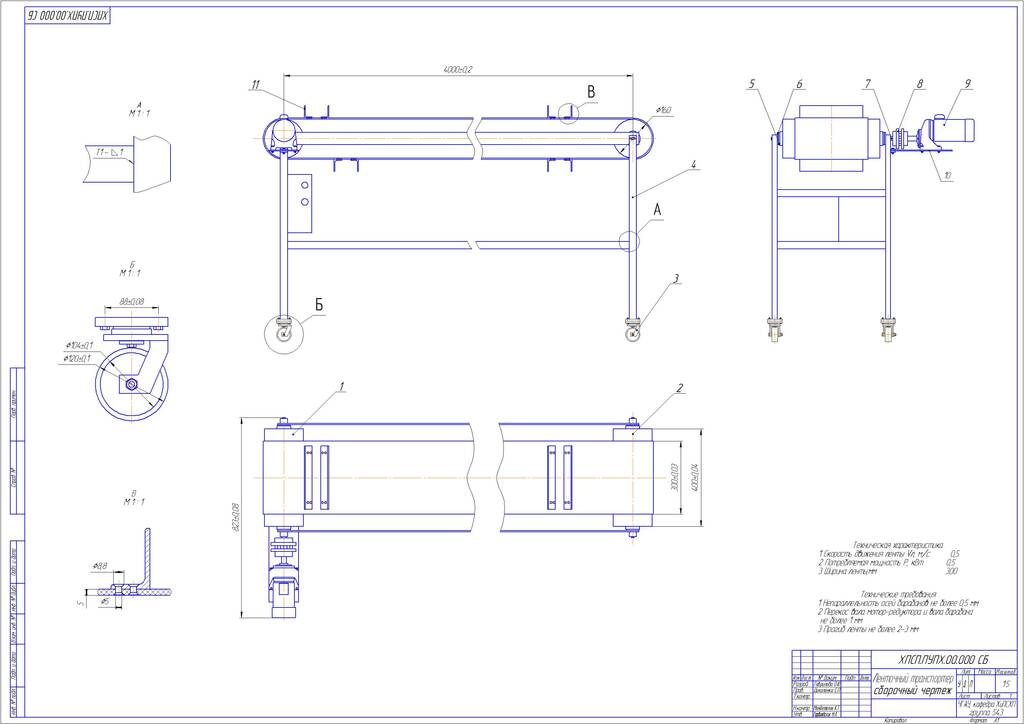

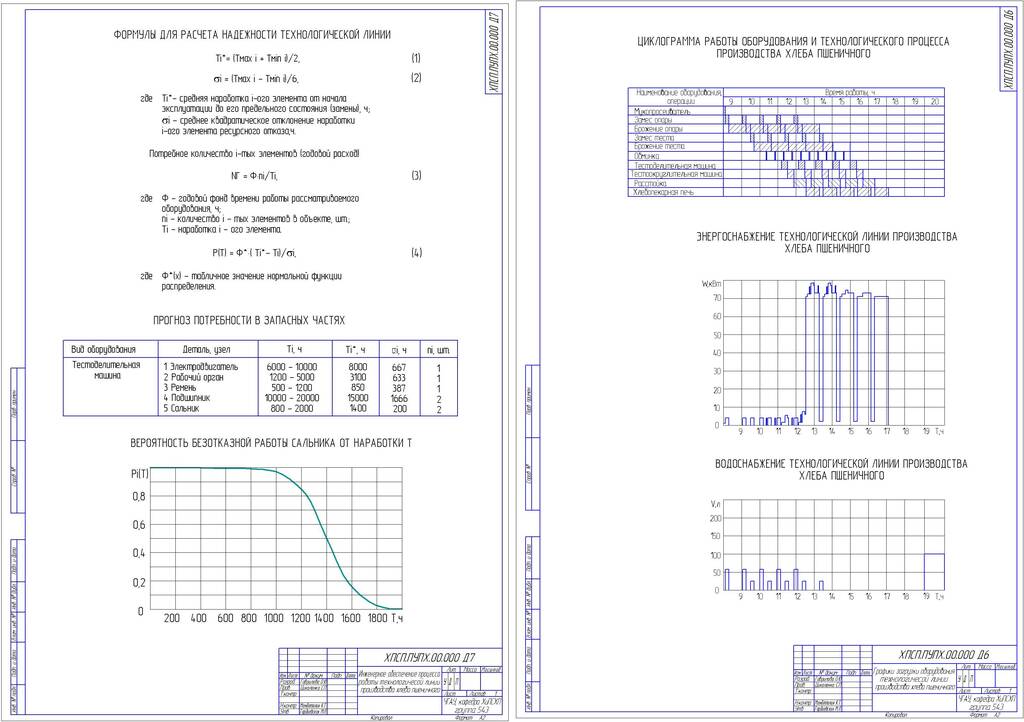
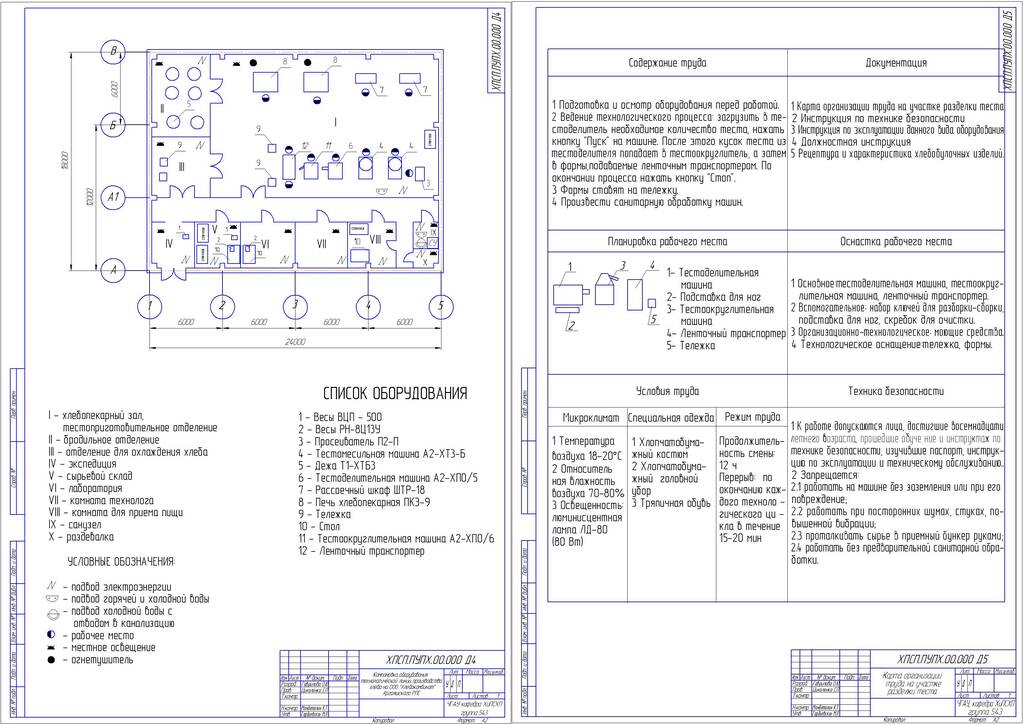


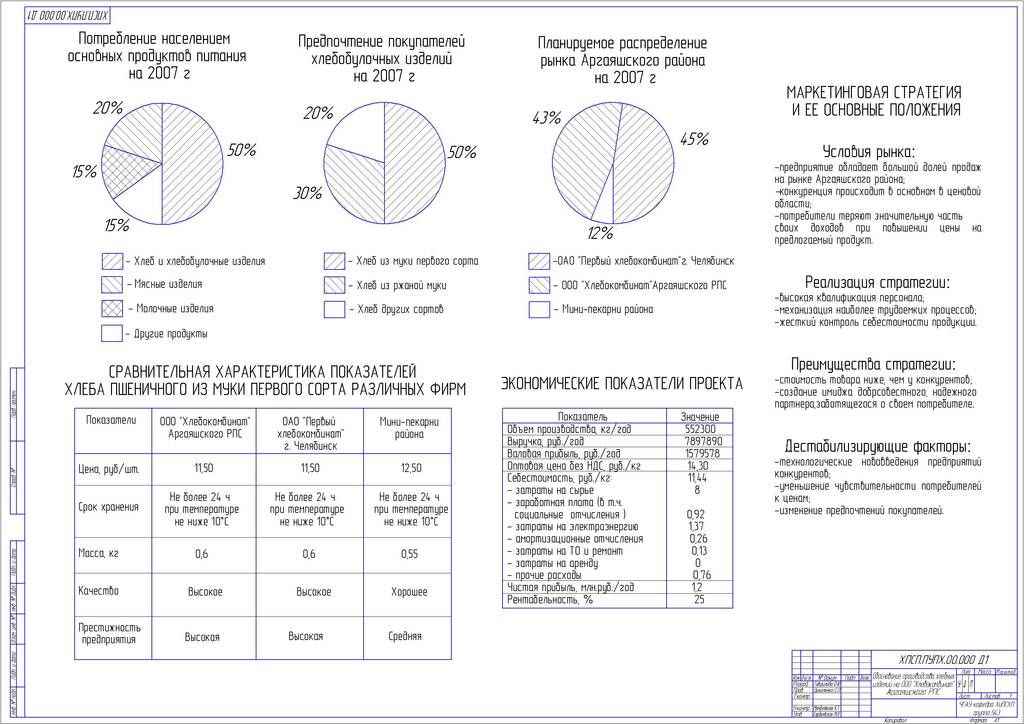
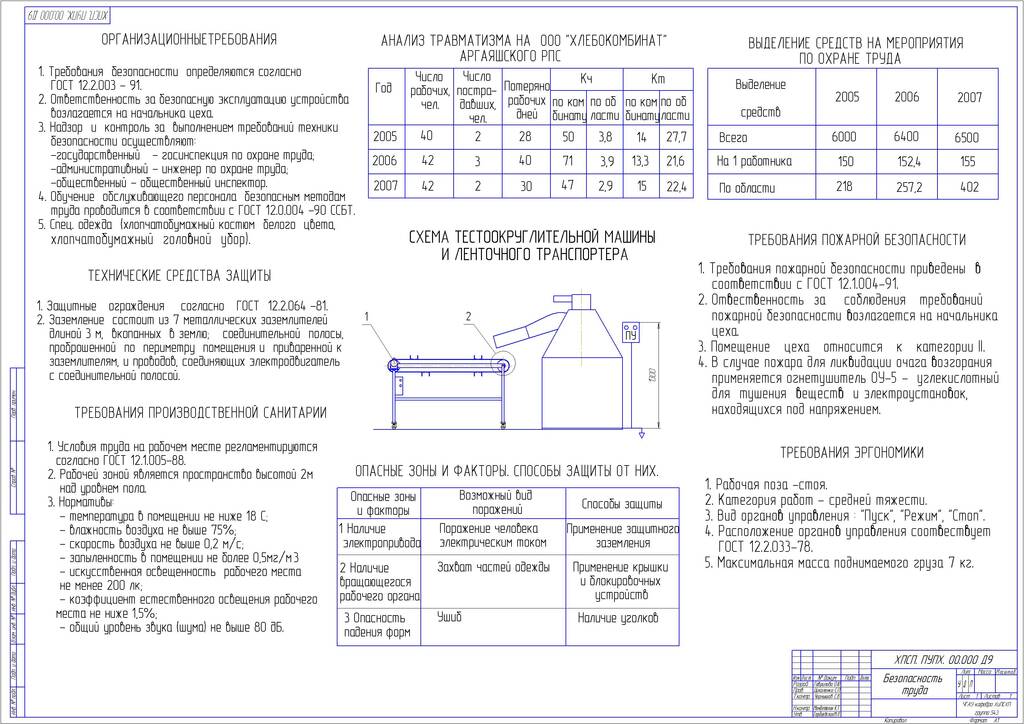


Совершенствование технологической линии производства хлебобулочных изделий с модернизацией транспортера (дипломный проект)ID: 222534Дата закачки: 07 Декабря 2021 Продавец: Shloma (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Пояснительная записка 112 стр. печатного текста, 22 таблицы, 13 иллюстраций. Графическая часть 9 листов формата А1. Целью дипломного проекта является усовершенствование технологической линии производства хлебобулочных изделий на базе ОАО «Хлебозавод «Снежинский». Предметом усовершенствования технологической линии производства хлеба является разработка транспортера для подачи хлебных форм, позволяющих сократить по времени операции укладки тестовых заготовок в формы, а также повысить производительность линии. Проект включает в себя характеристику предприятия, направления деятельности, оснащение цеха хлебопечения, приведены экономические показатели работы цеха, экономическое обоснование выбранной разработки, представлена технология производства хлеба пшеничного первого сорта, основные мероприятия по организации производственного процесса, его инженерно-техническому обеспечению и безопасности труда. В качестве конструкторской разработки предлагается ленточный транспортер, произведены инженерные расчеты. Технико-экономические расчеты показали, что при вложении капитальных средств в размере 39 тыс. руб., рентабельность составит 63,6 %, а срок окупаемости будет около четырех месяцев. СОДЕРЖАНИЕ Реферат Введение 1 Технико-экономическое обоснование усовершенствования технологической линии производства хлебобулочных изделий на базе предприятия ООО «Хлебокомбинат» Аргаяшского РПС Челябинской области 1.1 Резюме 1.2 Описание предприятия 1.3 Описание продукции 1.4 Анализ рынка 1.5 Конкуренция 1.6 Маркетинговый план 1.7 План производства 1.8 Финансовый план 1.9 Выводы и предложения 2 Проектирование технологической линии по производству хлеба пшеничного из муки первого сорта 2.1 Обоснование способа, технологии и схемы переработки сырья 2.2 Пооперационная технологическая инструкция производства хлеба пшеничного из муки первого сорта 2.3 Выбор оборудования технологической линии и его полный перечень 2.3.1 Технологические расчеты по уточнению оборудования цеха хлебопечения 2.3.2 Уточнение выбора оборудования 3 Организация производства. Инженерно-техническое обеспечение рабо-тоспособности технологической линии производства хлеба 3.1 Организация производственного процесса, расчет потребности в рабочей силе и заработной плате, планирование рабочих мест 3.1.1 Организация производственного процесса 3.1.2 Расчет потребности в рабочей силе и заработной плате 3.1.3 Планировка рабочих мест 3.2 Расчет площадей для основного производства 3.3 Расчет основных систем обеспечения производственного процесса 3.3.1 График загрузки оборудования 3.3.2 Расчет системы отопления 3.3.3 Расчет системы водоснабжения и пара 3.3.4 Расчет энергопотребления технологической линии 3.4 Планирование и организация работы ремонтных служб 3.5 Оценка надежности работы технологической линии 3.6 Санитарная обработка технологического оборудования и инвентаря 4 Разработка ленточного транспортера для подачи хлебных форм 4.1 Обоснование и выбор конструкторской разработки 4.2 Инженерные расчеты 4.2.1 Определение ширины ленты 4.2.2 Определение ориентировочной толщины ленты 4.2.3 Определение погонной массы ленты 4.3 Определение погонной массы роликоопор 4.4 Определение основных параметров барабанов конвейера 4.4.1 Требуемый диаметр приводного барабана 4.4.2 Определение диаметра натяжного барабана 4.4.3 Определение длины барабанов 4.5 Определение тяговой силы конвейера методом обхода по его контуру 4.5.1 Сопротивление на прямолинейном порожнем участке рабочей ветви 4.5.2 Сопротивление на поворотных пунктах 4.5.3 Сопротивление на погрузочном пункте 4.5.5 Определение силы набегания 4.5.6 Определение сил сопротивления 4.5.7 Определение тяговой силы конвейера 4.6 Уточнение количества тяговых прокладок 4.7 Определение хода натяжного устройства 4.8 Выбор привода конвейера 4.8.1 Определение мощности и выбор мотора-редуктора 4.9 Расчет заклепки на прочность 4.9.1 Определение прочности заклепки по напряжениям среза 4.9.2 Определение прочности заклепки по напряжениям смятия 5 Безопасность труда 5.1 Общие положения 5.2 Организация работы по охране труда 5.3 Анализ травматизма на ООО «Хлебокомбинат» Аргаяшского РПС Челябинской области 5.4 Мероприятия по охране труда 5.5 Расчет искусственного освещения 5.6 Расчет заземления 5.7 Инструкция по охране труда рабочего, обслуживающего ленточный транспортер 5.7.1 Общие требования 5.7.2 Перед началом работы 5.7.3 Во время работы 5.7.4 В аварийной ситуации 5.7.5 По окончании работы 6 Расчет технико-экономических показателей проекта 6.1 Расчет себестоимости хлеба пшеничного из муки первого сорта 6.1.1 Расчет затрат на сырье 6.1.2 Расчет заработной платы 6.1.3 Расчет социальных отчислений 6.1.4 Расчет амортизационных отчислений 6.1.5 Определение затрат на ремонт оборудования 6.1.6 Определение затрат на аренду помещения 6.1.7 Определение суммы выплаты процентов кредита 6.1.8 Расчет затрат на электроэнергию 6.1.9 Затраты на воду 6.1.10 Определение величины прочих затрат 6.1.11 Расчет полной себестоимости продукции 6.2 Расчет прибыли предприятия 6.3 Расчет выручки от реализации продукции 6.4 Расчет валовой прибыли 6.5 Расчет прибыли предприятия с учетом взимаемых налогов 6.6 Расчет рентабельности 6.7 Расчет срока окупаемости капитальных вложений Заключение Список литературы Приложение А Расчет себестоимости хлеба пшеничного Приложение Б Должностная инструкция Приложение В Карта организации труда Приложение Г Спецификация 4 РАЗРАБОТКА ЛЕНТОЧНОГО ТРАНСПОРТЕРА ДЛЯ ПОДАЧИ ХЛЕБНЫХ ФОРМ 4.1 Обоснование и выбор конструкторской разработки Технологический процесс производства хлеба построен так, что после округления тестовой заготовки она должна помещаться в хлебную форму. Для того чтобы процесс не прервался необходимо оборудование, которое осуществляло бы подачу форм в определенное время. Исходя из этого, мы разрабатываем транспортер. Рассмотрим некоторые виды транспортирующих устройств. Ленточные конвейеры. Среди транспортирующих машин вообще и с тяговым органом в частности наиболее распространены ленточные конвейеры. Это обусловлено их преимуществами: высокой производительностью, простотой конструкции, небольшим расходом энергии, возможностью транспортирования груза на большие расстояния с большой скоростью и д.р. Диапазон производительности широко распространённых ленточных конвейеров от нескольких тонн до нескольких десятков тысяч тонн в час при большой длине без перегрузочного транспортирования груза. Простота конструкции, малый собственный вес, высокая надёжность работы и простота эксплуатации обеспечивают низкую себестоимость перемещения груза. Некоторым недостатком ленточных конвейеров является относительно высокая стоимость прорезиненной ленты (которая наиболее широко распро-странена), она составляет почти 50% от общей стоимости машины [16]. Принцип действия ленточных конвейеров основан на сцеплении ленты с приводным (ведущим) барабаном, что обеспечивает ей движение, а тем самым и перемещение груза, находящегося на рабочей ветви ленты. Ленточные конвейеры (транспортёры) бывают стационарные и пере-движные. Они представляют собой бесконечную ленту 7 (рисунок 4.1), охватывающую барабаны ведущий 14, приводимый в действие от приводного механизма 13, и ведомый (натяжной) 3 на тележке 1 с грузом 2 для натяжения ленты. Верхнюю рабочую (ведущую) ветвь поддерживают опорные ролики 6, а нижнюю ведомую (холостую) – ролики 5. При использовании транспортёра, имеющего переход ленты с наклонной плоскости на горизонтальную, имеется отклоняющий барабан 8 для наклона ленты на любой угол. Приём продукта, который необходимо переместить, осуществляется через загрузочное устройство 4 при перемещении сыпучих грузов, а при перемещении штучных грузов загрузка осуществляется сразу на ленту. Выгрузка продукта осуществляется при помощи разгрузочного устройства 9 и 10 или при помощи разгрузочного желоба 11. Рисунок 4.1 – Схема ленточного конвейера Скребковые конвейеры. Скребковые конвейеры представляют собой группу транспортирующих машин, принцип действия которых основан на волочении транспортируемого груза по неподвижному желобу с помощью скребков, прикреплённых к тяговому органу – цепям. Форма и высота скребка – основные конструктивные признаки типов конвейеров. Скребковые конвейеры делят на два типа по способу перемещения груза: порционного и сплошного волочения. К первому типу относятся конвейеры со сплошными высокими скребками, высота которых приблизительно равна высоте желоба, ко второму – конвейеры со сплошным низким (погружённым) и контурными скребками, в которых груз пере-мещается не отдельными порциями, а сплошным слоем, высота которого в несколько раз выше высоты скребков. Срезания нижнего слоя материала, равного высоте скребка не происходит, так как сила сдвига (сила внутреннего трения) частиц груза значительно выше сопротивления трению их о дно и стенки желоба. Из-за трения о боковые стенки желоба происходит некоторое отставание материала от скребков. При использовании контурных скребков заметного отставания ма-териала не наблюдается, сопротивление движению уменьшается. В таких конвейерах могут быть крутонаклонные участки. Скребковые конвейеры используют для транспортирования различных легкосыпучих, пылевидных, зернистых и кусковых неабразивных грузов в горизонтальном и пологонаклонном направлениях. Скребковые транспортеры не рекомендуется применять для перемещения влажных и липких материалов из-за сложной разгрузки. Роликовые конвейеры. Роликовые конвейеры выпускают без привода и с механическим приводом. Широкое распространение для перемещения грузов в горизонтальном или слегка наклонном положении получили роликовые конвейеры без привода. Роликовые конвейеры без привода (рисунок 4.2) состоят из рамы 2, на которой в подшипниках качения укреплены оси роликов 1. Вся конструкция устанавливается на стойки 3. Рисунок 4.2 – Роликовый конвейер Ролики обычно изготавливают из стальных труб. Движение грузов происходит под действием толкающей силы рабочего или составляющей силы тяжести груза. В последнем случае конвейер называют роликовым спуском. Уклон роликовых спусков 2-4%. В конце роликового спуска должны быть установлены тормозящие устройства, так как при значительной длине транспортирования скорость движения грузов может быть большой. Простейшим тормозным устройством является гладкий настил. Перемещаемые на роликах штучные грузы должны иметь плоскую опорную поверхность или устанавливаются на специальных поддонных. Роликовые конвейеры с приводом отличаются от роликовых конвейеров без привода только тем, что на них устанавливают привод, передаваемый вращение роликам от электродвигателя посредством цепи и звёздочек, установленных на валах роликов и электродвигателя. На таких конвейерах возможно движение перемещаемых грузов не только в горизонтальном положении или по наклонному спуску, но и по наклонному подъёму. Сопротивление движению груза на роликовом конвейере уменьшается с увеличением диаметра роликов. Но с увеличением диаметра роликов увеличивается их масса и возрастает стоимость конвейера, поэтому диаметр роликов ограничивают размером 65-150 мм. Длину роликов принимают на 50-100 мм больше ширины перемещаемых предметов. Расстояние между осями роликов берут с таким расчётом, чтобы транспортируемый предмет лежал одновременно не менее чем на двух роликах. Роликовые конвейеры вполне подходят для перемещения штучных гру-зов. Но неудобством будет являться то, что на таких конвейерах лучше всего транспортировать груз в жёсткой таре, а при перемещении груза в мягкой упаковке может возникнуть проблема затягивания товара между двумя соседними роликами. Для решения проблемы транспортирования необходимо сравнить все приведённые выше типы конвейеров и выбрать подходящий для подачи хлебных форм. Сравнительный анализ типов транспортирующих устройств приведён в таблице 4.1. Таблица 4.1 – Сравнительный анализ конструкции конвейеров Вид конвейера Достоинства Недостатки 1 2 3 Скребковый конвейер 1 Небольшие габаритные размеры в поперечном сечении 2 Герметичность транс-портировки 3 Возможность промежу-точной загрузки и раз-грузки материала 4 Простота устройства 5 Жёсткая кинематическая связь тягового органа с приводной станцией 1 Интенсивное из-нашивание ходо-вой части и жело-ба 2 Повышенный расход энергии 3 Нарушение це-лостности груза 4 Сложность пе-ремещения штуч-ных грузов Роликовый конвейер 1 Простота конструкции 2 Простота эксплуатации 3 Возможность транспор-тирования груза на боль-шие расстояния 4 Надёжность 1 Большая масса 2 Высокая стои-мость 3 Лучше всего транспортировать груз в жёсткой та-ре Ленточный конвейер 1 Простота конструкции 2 Малый собственный вес 3 Высокая надёжность работы 4 Простота эксплуатации 5 Высокая производи-тельность 6 Небольшой расход энергии 7 Возможность транспор-тирования груза на боль-шие расстояния с боль-шой скоростью 1 Высокая стои-мость прорезинен-ной ленты Проанализировав достоинства и недостатки конструкции разных типов транспортирующих устройств (конвейеров), делаем вывод, что наиболее подходящим для транспортирования хлебных форм является ленточный конвейер, поэтому на его базе будет осуществляться проектирование транспортирующего устройства. 4.2 Инженерные расчеты 4.2.1 Определение ширины ленты На рисунке 4.3 представлена схема поперечного сечения конвейера с перемещаемым грузом Рисунок 4.3 – Сечение материала на конвейерной ленте При расчёте конвейера, транспортирующего штучные грузы, ширина ленты В, мм, рассчитывается по формуле (4.1) В=(b+50…100), мм (4.1) где b – ширина груза, мм. В=190+50…100=240…290 мм Ширина ленты принимается из ближайшего значения по ГОСТ 20 – 85 (мм): 100; 200; 300; 400; 500; 650; 800; 1000; 1200; 1400; 1600 [17]. Принимаем ближайшее большее значение ширины ленты 300 мм. Марка ленты 2МТ8 SO-S2. Эта лента предназначена для транспор-тировки сыпучих и штучных материалов на горизонтальных и наклонных конвейерах. Лента изготовлена из волокон полиэстера обеспечивающая минимальную вытяжку лент под нагрузкой в процессе работы. Силиконовое покрытие обеспечивает хорошие эксплуатационные характеристики, высокую долговечность. Область применения: пищевая, машиностроительная и медицинская промышленности [18]. 4.2.2 Определение ориентировочной толщины ленты Дальнейший расчет ведем по методике приведенной в источнике [19]. Толщина ленты δЛ, мм, определяется по формуле (4.2) δЛ = δПТ•Z + δР + δН, (4.2) где δПТ – толщина тяговой прокладки, мм. δПТ = 1,15 мм; δР – толщина резиновой обкладки рабочей поверхности, мм. δР = 3 мм; δН – толщина резиновой обкладки нерабочей поверхности, мм. δН = 1 мм; Z – количество прокладок, шт. Количество тяговых прокладок Z, шт., рассчитывают по формуле (4.3) , (4.3) где Fmax – максимальное натяжение ленты при установившемся режиме работы конвейера, Н; [S] – коэффициент запаса прочности ленты, [S] = 9 [20]; σВ – предел прочности на разрыв одной прокладки, МПа. σВ = 64 МПа; В – ширина ленты, мм. Максимальное натяжение ленты при установившемся режиме работы конвейера Fmax, Н, равняется величине набегающей силы Fнб, Н, определяется по формуле (4.4) , (4.4) где Ft – окружная сила на приводном барабане, Н; е – основание натурального логарифма, е = 2,718; f – коэффициент трения (сцепления) между лентой и барабаном, f = 0,3; α – угол обхвата лентой приводного барабана в радианах, α = 3,14. Окружная сила на приводном барабане Ft, Н, рассчитывается по формуле (4.5) , (4.5) где Рор – ориентировочная мощность, требуемая для привода конвейера, Вт; υл – скорость ленты конвейера, м/с. υл = 0,5 м/с. Ориентировочная мощность, требуемая для привода конвейера Рор, Вт, рассчитывается по формуле (4.6) Рор = [Ln•(0,00015Q + К1•υл)]•К2, (4.6) где Ln – длина горизонтальной проекции конвейера, м. Так как конвейер располагается горизонтально, то длина горизонтальной проекции конвейера будет равняться длине самого конвейера l, то есть Ln = l = 4 м; Q – производительность конвейера, т/ч. Q = 0,72 т/ч; υл – скорость ленты конвейера, м/с; К1 – коэффициент, учитывающий влияние ширины ленты. Значения ко-эффициента К1 представлены в таблице 4.2; К2 – коэффициент, учитывающий длину конвейера. Значения коэффициента К2 представлены в таблице 4.3. Таблица 4.2 – Зависимость коэффициента К1 от ширины ленты В В, мм 300 400 500 650 800 1000 1200 К1 0,010 0,012 0,015 0,020 0,024 0,030 0,035 Таблица 4.3 – Зависимость коэффициента К2 от длины конвейера l, м до 15 15…30 30…45 свыше 45 К2 1,25 1,12 1,05 1,0 При подстановке всех данных в формулу (4.6) получаем Рор = [4•(0,00015•0,72 + 0,010•0,5)]•1,25 = 0,026 кВт кН = 51 Н кН = 88 Н шт. Принимаем минимальное число тяговых прокладок Z = 1 шт. После определения количества тяговых прокладок можно рассчитать толщину конвейерной ленты: δл = 1,15•1 + 3 + 1 = 5,15 мм 4.2.3 Определение погонной массы ленты Погонная масса ленты qл, кг/м, определяется по формуле (4.7) qл = А•ρ, (4.7) где А – площадь сечения ленты, м2; ρ – плотность материала ленты, кг/м3. ρ = 1100 кг/м3. Площадь сечения ленты А, м2, определяется по формуле (4.8) А = В•δл , (4.8) где В – ширина ленты, м; δл – толщина ленты, м. А = 0,3•0,00515 = 0,001545 м2 qл = 0,001545•1100 = 1,7 кг/м3 4.3 Определение погонной массы роликоопор Ориентировочная погонная масса вращающихся частей роликоопор представлена в таблице 4.4. Таблица 4.4 – Ориентировочная погонная масса вращающихся частей роликоопор Ветвь кон-вейера Погонная масса вращающихся частей роликоопор, кг/м при ширине ленты, мм 300 400 500 650 800 1000 1200 1400 1600 Рабочая 6,8 8,4 10 10,2 18,4 21 24,2 42 58,4 Холостая 1,8 2,5 3,2 4,4 7,8 9,2 11,1 16,7 23,8 4.4 Определение основных параметров барабанов конвейера 4.4.1 Требуемый диаметр приводного барабана Диаметр приводного барабана Dпр.б., мм, рассчитывается по формуле (4.9) Dпр.б = k•Z, (4.9) где k – коэффициент, отражающий упругое свойство ленты. k = 125; Z – число тяговых прокладок, шт. Dпр.б = 125•1 = 125 мм Диаметры барабанов должны соответствовать ряду по ГОСТ 22644 – 77 (мм): 160; 200; 250; 315; 400; 500; 630. В соответствии с ГОСТ 22644 – 77 принимаем диаметр приводного барабана Dпр.б = 160 мм. 4.4.2 Определение диаметра натяжного барабана Диаметр натяжного барабана Dн, мм, рассчитывается по формуле (4.10) Dн = 0,8•Dпр.б, (4.10) где Dпр.б – диаметр приводного барабана, мм. Dн = 0,8•160 = 128 мм По ГОСТ 22644 – 77 принимаем диаметр натяжного барабана Dн = 160 мм. 4.4.3 Определение длины барабанов Зависимость длины барабанов от ширины ленты представлена в таблице 4.5 Таблица 4.5 – Длина барабана для резинотканевых и резинотросовых конвейерных лент (ГОСТ 22644 – 77) Ширина ленты В, мм Длина барабана, мм 300…650 В + 100 800; 1000 В + 150 1200…2000 В + 200 2500; 3000 В + 300 Длину барабанов LБ, мм, определим по формуле (4.12) LБ = В + 100, (4.12) где В – ширина ленты, мм. LБ = 300 + 100 = 400 мм 4.5 Определение тяговой силы конвейера методом обхода по его контуру Разобьём трассу конвейера на отдельные участки, пронумеровав их границы (рисунок 4.4). Рисунок 4.4 – Контур конвейера с нумерацией точек сопряжений прямолинейных и криволинейных участков При разбивке контура образовались участки: – прямолинейный участок холостой ветви; – поворотный участок; – погрузочный пункт; – прямолинейный загрузочный участок. Определим силы сопротивления движению ленты на участках. Обход начинаем с точки 1. Натяжение ленты в каждой последующей точке равно сумме натяжения ленты в предыдущей точке и сопротивления на участке между этими точками (при обходе по ходу тягового органа) Fi+1, Н, определяется по формуле (4.13) Fi+1 = Fi + Fi…i+1 , (4.13) где Fi – сила натяжения ленты, Н; Fi…i+1 – сила сопротивления движению ленты, Н. 4.5.1 Сопротивление на прямолинейном порожнем участке рабочей ветви Сопротивление на прямолинейном порожнем участке рабочей ветви конвейера Fr, Н определяется по формуле (4.14) , (4.14) где ω – коэффициент сопротивления перемещению ленты. Для желобчатых роликоопор ω = 0,04, для прямых роликоопор ω = 0,035 [20]; – погонная масса вращающейся части ролик рабочей ветви, кг/м; – длина горизонтальной проекции данного участка, м; Lп – длина данного участка конвейера, м; qл – погонная масса ленты, кг/м; Н – высота подъёма ленты на данном участке, м. Когда осуществляется подъём, то при расчёте используется знак «+», когда осуществляется опускание, то применяется знак «-». F2 = F1 + F1…2, = 4 м = , Н = 0 F1…2 = 0,035•9,81•(1,8•4 + 1,7•4) = 4,8 Н F2 = F1 + 4,8 Н 4.5.2 Сопротивление на поворотных пунктах Сопротивление на поворотных пунктах Fпов, Н, при приближённых расчетах вычисляют по формуле (4.15) Fпов = Fнб•(kп – 1), (4.15) где Fнб – натяжение тягового органа в точке набегания на барабан поворотного пункта, Н; kп – коэффициент увеличения натяжения тягового органа от сопротивления на поворотном пункте. При угле обхвата тяговым органом барабана: α < 90° – kп = 1,03…1,05; α > 180° kп = 1,05…1,07. F3 = F2 + F2…3, F2…3 = F2•(1,04 – 1)=0,04•F2 F3 = 1,04•F1 + 5 Н 4.5.3 Сопротивление на погрузочном пункте Сопротивление на погрузочном пункте Fпогр, Н, при сообщении грузу скорости тягового органа можно рассчитать по формуле (4.16) , (4.16) где Q – производительность конвейера, Q = 0,72 т/ч; υ – скорость перемещения груза, υ = 0,5 м/с. F4 = F3 + F3…4 Н F4 = 1,04•F1 + 5,1 Н 4.5.5 Определение силы набегания Сила набегания Fнб, Н, определяется по формуле Эйлера (4.17) Fнб = Fсб•е f•α , (4.17) где Fсб – сила сбегания ленты с приводного барабана, Н; е – основание натурального логарифма, е = 2,718; f – коэффициент трения (сцепления) между лентой и барабаном при чу-гунном или стальном приводном барабане и влажной атмосфере, f = 0,3; α – угол обхвата лентой приводного барабана в радианах, α = 3,14. Fнб = F1•2,718 0,3•3,14 = 2,56 F1 Так же: Fнб = F4 + F4…1 F4…1 = F4•(1,04-1)=0,04•F4 Fнб = 1,08•F1 + 5,3 Следовательно: 2,56 F1 = 1,08•F1 + 5,3 F1 = 3,6 Н Fнб = 1,08•3,6 + 5,3 = 9,2 Н 4.5.6 Определение сил сопротивления Обход начинаем с точки 1, натяжение в которой F1, Н, определяется по формуле (4.18) F1 = Fсб = Fmin , (4.18) Точка 1 – точка сбегания ленты с приводного барабана. Натяжение ленты в каждой последующей точке равно сумме натяжений ленты в предыдущей точке и сопротивлениям на участке между этими точками (при обходе по ходу тягового органа). Fсб = Fmin = 3,6 Н 4.5.7 Определение тяговой силы конвейера Тяговая сила конвейера (окружная сила приводного барабана) Ft, Н, рассчитывается по формуле (4.19) Ft = Fнб - Fсб , (4.19) где Fнб – сила набегания, Н; Fсб – сила сбегания, Н. Ft = 9,2 – 3,6 = 5,6 Н 4.6 Уточнение количества тяговых прокладок Уточнённый расчёт количества тяговых прокладок z, шт., проводится по формуле (4.20) , (4.20) где Fmax – наибольшее расчетное натяжение ленты, Fmax = Fнб = 9,2 Н; [S] – коэффициент запаса прочности ленты. [S] = 9; σВ – предел прочности на разрыв одной прокладки, МПа. σВ = 64 МПа; В – ширина ленты, мм. шт. Принимаем z = 1 шт. 4.7 Определение хода натяжного устройства Ход натяжного винтового устройства S, м, для лент резинотканевых с прокладками из нитей комбинированных рассчитывается по формуле (4.21) S = 0,025•l + 0,3 , (4.21) где l – длина конвейера, м. S = 0,025•4 + 0,3 = 0,4 м 4.8 Выбор привода конвейера 4.8.1 Определение мощности и выбор мотора редуктора Мощность Р, Вт, необходимая на привод ленточного транспортера вы-числяется по формуле (4.22) , (4.22) где k – коэффициент, учитывающий инерцию масс ленты, груза, барабанов, роликов при пуске. k = 1,2…1,25; η – КПД редуктора η = 0,7. кВт В соответствии с требуемой мощностью выбираем мотор-редуктор одноступенчатый цилиндрический марки МЦ-63. Комплектующий электродвигатель АИР56А4 [21]. Номинальная мощность Р = 0,75 кВт, n = 1000 об/мин. 4.9 Расчет заклепки на прочность 4.9.1 Определение прочности заклепки по напряжениям среза Условие прочности по напряжениям среза τ, МПа, рассчитывается по формуле (4.23) τ = F/[(π/4)d2•i] ≤ [τ], (4.23) где F- сила, действующая на фронте одного шага, Н. d - диаметр заклепки, d =5 мм. i - число плоскостей среза (i =1 при соединении двух деталей). [τ] - допускаемое напряжение среза, [τ] =100 МПа. Схема крепления уголка к транспортерной ленте представлена на рисунке 4.5. Рисунок 4.5 – Схема крепления уголка к транспортерной ленте Сила F, Н, действующая на фронте одного шага, вычисляется по формуле (4.24) F = σ•t•δ, (4.24) где σ - напряжение растяжения, σ =25 МПа. t - шаг заклепки, t =12 мм. δ - толщина материала, δ =5 мм. F = 25•5•12 = 1500 Н τ = 1500/[(3,14/4)•52•1 = 75 МПа В результате расчетов получили, что напряжение среза τ =75 МПа является меньше допускаемого напряжения [τ] =100 МПа и, следовательно, условие прочности выполняется. 4.9.2 Определение прочности заклепки по напряжениям смятия Условие прочности по напряжениям смятия σсм, МПа, рассчитывается по формуле (4.25) σсм = F/(d•δ) ≤ [σсм], (4.25) где [σсм] - допускаемое напряжение смятия, [σсм] =240 МПа. σсм = 1500/(5•5) = 60 МПа В результате расчетов получили, что напряжение смятия σсм =60 МПа является меньше допускаемого напряжения [σсм] =240 МПа и, следова-тельно, условие прочности выполняется. Размер файла: 6,2 Мбайт Фаил:
Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Пищевая промышленность / Совершенствование технологической линии производства хлебобулочных изделий с модернизацией транспортера (дипломный проект)
Вход в аккаунт: